

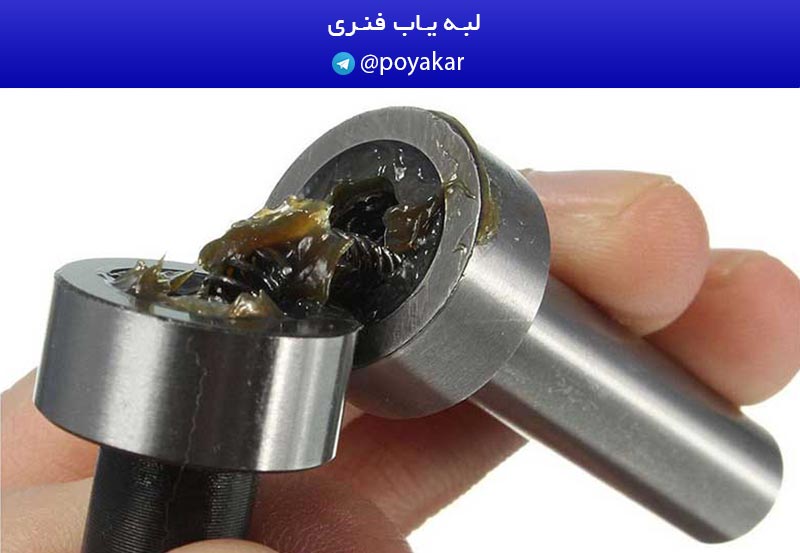
لبهیاب، یک ابزار اندازهگیری دقیق برای یافتن موقعیت لبهها و سطوح قطعهکار با دقت و سرعت بالا جهت شناساندن به دستگاه اندازهگیری مختصات در ماشین های ابزار به ویژه نوع CNC آنها است. لبه یاب انواع مختلف دارد که یکی از ارزانترین و کارآمدترین آنها لبه یاب فنری یا مکانیکی است. لبهیاب را میتوان داخل […]
19
آگوست
آگوست
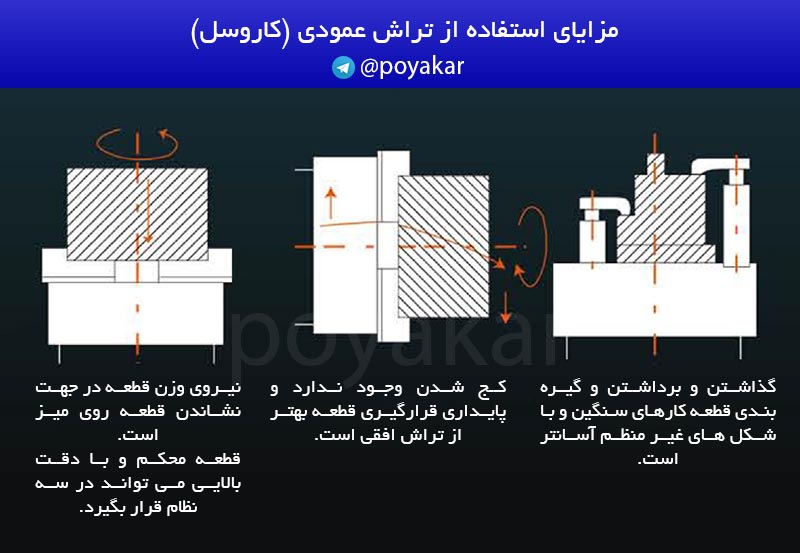
مزایای استفاده از تراش عمودی (کاروسل) نسبت به تراش افقی تصور عمومی این است که از تراش های عمودی فقط در کارهای با قطر بالا (نزدیک یک متر و بیشتر) بایستی استفاده شود و یا برای رینگ های نازک و بزرگ. به عبارت دیگر استفاده از تراش عمودی در سایزهای کوچک (حداقل زیر ۶۰۰mm) در صنعت […]

22
آوریل
آوریل
کولت گیر های ساده (مانند آنچه در تصویر دیده می شود) دارای دو موفعیت برای گرفتن مخروط ابزار گیر هستند موقعیت عمودی برای باز و بستن مهره فشنگی و موقعیت افقی برای باز و بستن پیچ دنباله ابزار (pull stud) است. برای تعویض اینسرت های روی ابزارگیر بسته به طرح ابزار از هر موقعیت که […]

22
ژانویه
ژانویه
یکی از تستهایی که لازم است برای ماشینهای با ریل Box Way در بازدیدها یا سرویسهای دورهای شش ماهه انجام شود بررسی میزان توازی سطح میز با راستای حرکت طولی و عرضی است.

15
ژانویه
ژانویه
تصویر بالا فنر داخل منیفولد روغن دستگاهی را نشان می دهد که به مدت حدود دو ماه به جای استفاده از روغن مخصوص روانکاری ریل های ماشین ابزار (مانند بهران مقاوم K68) از روغن هیدرولیک معمولی در آن استفاده شده است. در همین مدت کوتاه به اندازه ای رسوب ایجاد شده که منیفولد را از […]

09
ژانویه
ژانویه
سیستم روغنکاری قلب یک ماشین ابزار محسوب میگردد. اطمینان از سلامت این سیستم ضامن حفظ سلامت اجزای مهم ماشین مانند کشوییها (ریل ها) و بال اسکروها میباشد که دقت دستگاه وابسته به آنها است. در صورت خرابی سیستم روغنکاری و نرسیدن روغن به اجزای نامبرده حتی در مدت زمان کوتاه، فرسایش قابل توجهی در این […]
16
دسامبر
دسامبر
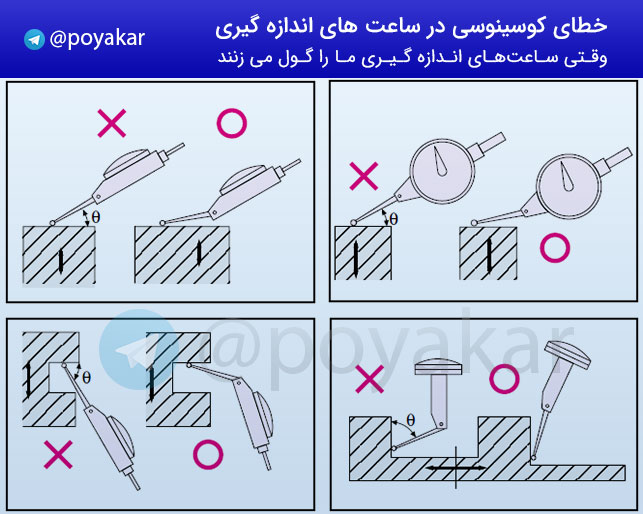
شناخت خطای ناشی از استفاده نادرست از وسایل اندازه گیری یکی از نکات مهمی است که بایستی مورد توجه کاربران این وسایل قرار گیرد. از آنجا که ساعت اندازه گیری معمولا در مراحل مهم کنترل کیفی و به عنوان یک مرجع مورد استفاده قرار میگیرد، نباید تردیدی در مقدار خوانده شده از ساعت وجود داشته […]
14
نوامبر
نوامبر
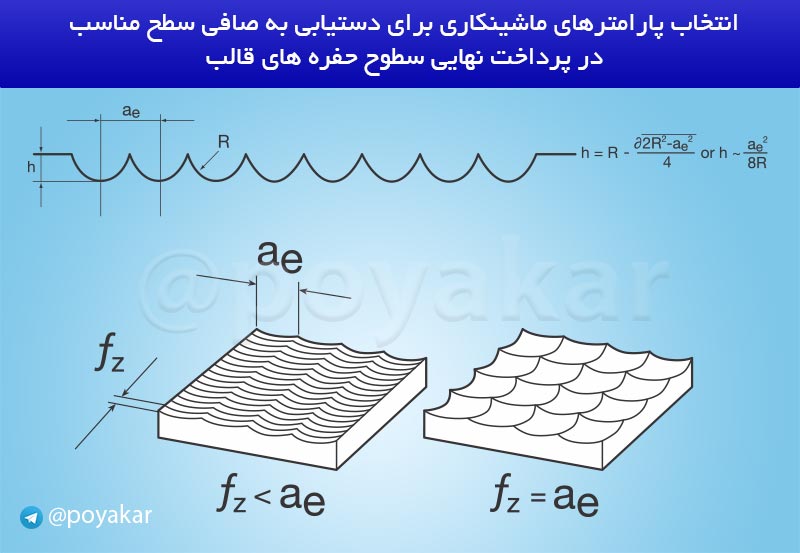
در مرحله پرداخت نهایی سطوح حفره های قالب به ویژه در کاربرد ماشینکاری سریع (HSM)، هدف دستیابی به دقت هندسی و ابعادی خوب است و در کنار آن کاهش یا حذف مرحله پولیش کاری دستی. لذا بایستی با انتخاب درست پارامترهای ماشینکاری، به صافی سطح مطلوب دست پیدا کرد. برای محاسبه صافی سطح، ابتدا می […]
22
اکتبر
اکتبر
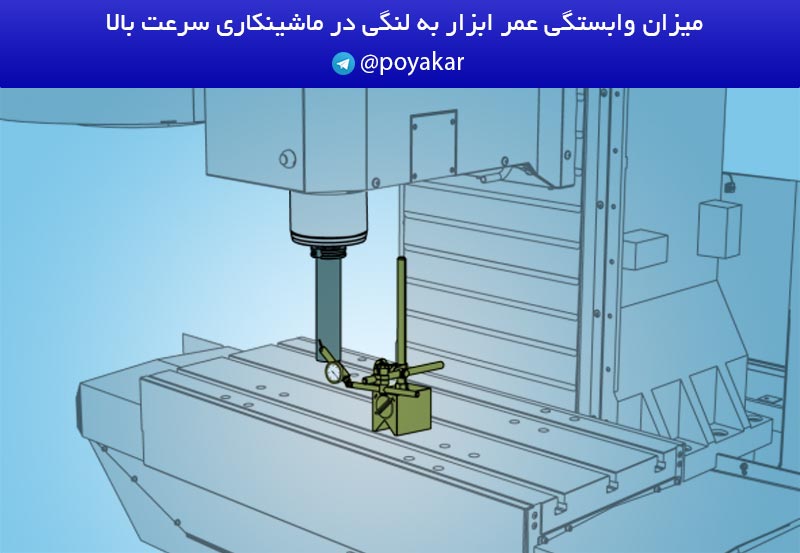
در ماشینکاری سرعت بالا (High Speed Machining=HSM) میزان لنگی (run-out) ابزار اهمیت بالایی دارد. میزان جابجایی کل عقربه ساعت اندازه گیری (TIR=Total Indicator Readout) در لبه برنده (Cutting Edge) ابزار بایستی حداکثر ۰٫۰۱mm باشد. یک قانون محاسبه سرانگشتی در این مورد می گوید: به ازای هر ۰٫۰۱mm افزایش در میزان لنگی، عمر ابزار به میزان ۵۰% کاهش می یابد. منبع: راهنمای کاربری شرکت سندویک sandvik

17
اکتبر
اکتبر
از زد یاب (Z zero setter) برای تعیین دقیق صفر Z قطعه کار و همچنین اندازه گیری دقیق اختلاف ارتفاع ابزارها (tool offset) روی فرز CNC در ماشینکاری و قالبسازی استفاده می شود. ارتفاع نامی زد یاب ۵۰mm است. قبل از استفاده از زد یاب (Z zero setter) بایستی مطمئن شد هنگامی که صفحه متحرک […]

 English
English