



اکتبر
گیرههای هیدرولیک، از متداولترین نوع قید و بند در ماشینکاری بویژه در فرزکاری CNC میباشندکه البته در قطعهسازی نسبت به قالبسازی کاربرد بیشتری دارند . اغلب ماشینکارها از نوع رایج گیرههای هیدرولیک -که سیستم هیدرولیک آن داخل فک متحرک گیره تعبیه شده است (شکل ۱)- استفاده میکنند. علاوه بر تمامی مزیتهای این گیره در مقایسه […]

سپتامبر
Application of Aluminum Face Mills in High speed Machining هر چند شاید اندکی عجیب به نظر برسد ولیکن چند سالی است که بدنه برخی کف تراشها از آلیاژ استحکام بالای آلومینیوم پوشش داده شده (برای داشتن سطحی سخت) ساخته می شود. کف تراشهای بدنه آلومینیومی در فرزکاری CNC برای کف تراشی فلزات غیر آهنی (مانند […]

سپتامبر
Direct Collet tool holders-DC این نوع نگهدارهی ابزار، بهبود یافتهی مکانیزم فشنگی معمولی (با مهره) است. با این تفاوت که مهره سفت کننده حذف شده و فشنگی (کولت) با کمک یک پیچ مرکزی و از پشت به داخل سوراخ مخروطی داخلی ابزارگیر کشیده شده و در محل خود سفت می شود (شکل ۱). از این […]

سپتامبر
بخش دوم: خصوصیات ماشینکاری با استراتژی ورتکس در پاورمیل ماشینکاری با استراتژی ورتکس در پاورمیل، استراتژی نسبتا نو پاورمیل که از نسخه ۲۰۱۷ (سال ۲۰۱۶) به این نرم افزار اضافه شده است، بر مبنای عمق بار زیاد و پهنای براده (step over) کم کار میکند. لذا به جای آنکه فشار باربرداری بر کف انگشتی باشد […]

آگوست
در فرآیند U-drilling قطر سوراخ در یک مرحله ایجاد می شود. لذا نیازی نیست و معمولا نباید از پیش مته استفاده کرد؛ چرا که منجر به شکستن ابزار می شود. وجه قابل توجه این فرآیند حجم براده برداری بالا نسبت به دیگر فرآیندهای سوراخکاری است و معمولا سوراخهای با طولهای ۲ تا ۵ برابر قطر […]

مه
در تفکر سنتی، ماشین های CNC یا وسایل اندازه گیری کاملاً بدون خطا و صد در صد قابل اعتماد دانسته می شوند؛ به ویژه آنکه از برند معروفی باشد. غافل از این نکته ساده پیش پا افتاده که هر نوع ماشین یا وسیله ای نیاز به کالیبراسیون و تعیین میزان خطاها دارد تا در کاربرد […]

ژانویه
شاید در نگاه اول اینطور به نظر برسد که که تازه کارها با توجه به بنیه مالی کمتری که در شروع کارشان دارند و با توجه به حجم کمتر کارها و معروف نبودنشان برای انجام کارهای پیچیده تر، بهتر است که ماشین های اقتصادی و یا دست دوم که قیمت ارزانتری دارند بخرند. شاید این […]
دسامبر
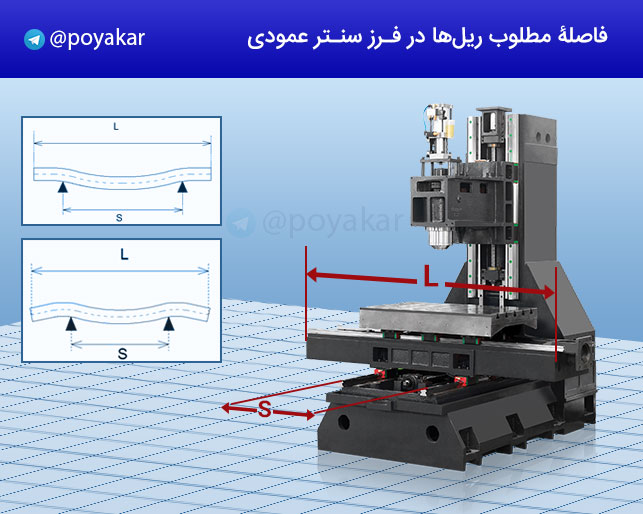
در ماشینهای ابزار موتور اسپیندل و موتورهای حرکت خطی محورها منبع تولید ارتعاشاند. قطعات مختلف ماشین همفرکانس با موتورها مرتعش میشود و حرکت ارتعاشی ابزار نسبت به قطعهکار موجب کاهش دقت ابعادی و پایین آمدن کیفیت سطح و نیز کاهش عمر ابزار خواهد شد. لذا یکی از معیارهای مهم طراحی ماشینهای ابزار صلبیت ماشین است […]
دسامبر
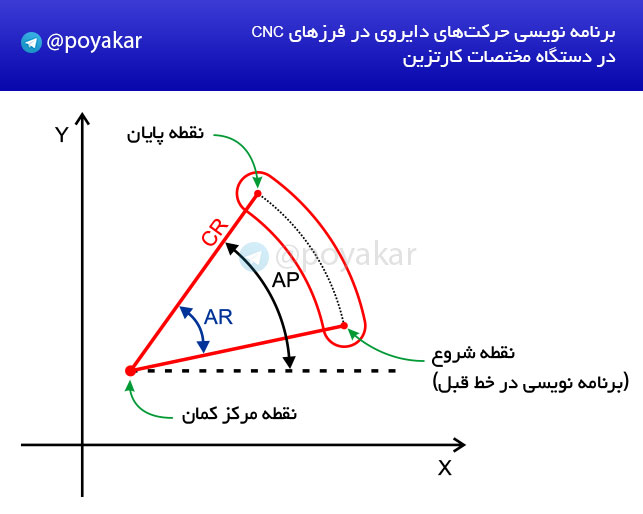
برای برنامه نویسی حرکت های دایروی از G-Code های G02 و G03 استفاده می شود. حرکت دایروی را می توان در مختصات کارتزین و در مختصات قطبی برنامه نویسی کرد. این بخش مربوط به دستگاه مختصات کارتزین می باشد. برای این منظور روشهای مختلفی وجود دارد که بسته به نوع کنترلر متفاوت بوده و لازم […]

 English
English