The post حضور پویاکار در نمایشگاه بین المللی صنعت تهران، ۱۳ تا ۱۶ آبان ۱۴۰۲، تهران، محل دائمی نمایشگاههای بینالمللی appeared first on شرکت پویاکاران راد.
]]>فرصت های تخفیفهای ویژه نمایشگاهی را از دست ندهید.
The post حضور پویاکار در نمایشگاه بین المللی صنعت تهران، ۱۳ تا ۱۶ آبان ۱۴۰۲، تهران، محل دائمی نمایشگاههای بینالمللی appeared first on شرکت پویاکاران راد.
]]>The post معرفی مدل جدید فرز سنتر عمودی VMC-745L appeared first on شرکت پویاکاران راد.
]]>مهمترین دلیل ایجاد این مدل درخواست مشتریان قالبسازی برای افزایش کورس محور Y از ۴۰۰ به ۴۵۰ میلی متر بوده است. افزایش کورس حرکتی محور Y به ۴۵۰mm که نقطه شروع بهبود و ارتقاء در این مدل نسبت به مدل جایگزین بوده، باعث شده است این ماشین دارای ابعاد و ویژگیهایی مناسبتر برای قالبسازی برای مشتریانی باشد که ابعاد کارگاه هایشان کوچک است یا ابعاد قالبهایشان کوچک است.
طراحی این مدل در سالهای قبل انجام شده بود ولی به دلیل وجود همزمان مدلهای VMC-850L و VMC-640L قابلیت عرضه نداشت. پس از جایگزین مدلهای VMC-850L, 855L با مدل VMC-1000L و درخواست به افزایش کورس مدل ۶۴۰L این طرح مجدد مورد توجه قرار گرفت و با انجام بهبودهایی تولید شد.
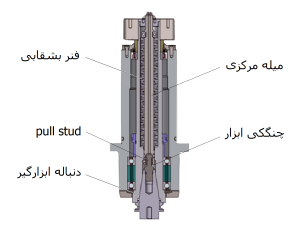
یکی از نکات بارز این مدل طراحی ستون با ریب های تقویتی داخلی منجر به افزایش صلیبت است. همچنین افزایش ابعاد و صلبیت امکان نصب مکانیزم تعویض ابزار بازویی را نیز روی این مدل میسر کرده است. به طور کلی بر خلاف مدل ۶۴۰L که متعلق به کلاس VMC معمولی بود، مدل ۷۴۵L متعلق به کلاس سنگین و بالاتر VMC+ میباشد تا ویژگیهای ماشین با افزایش سرعت کنترلرها تطابق داشته باشد. با توجه به ارتقای کلاس ماشین، از کنترلرهای زیمنس ۸۰۸D Advance و ۸۲۸D به جای ۸۰۸D در تولید این مدل استفاده میشود.
در این مدل ریلها از نوع ساچمهای به رولر تبدیل شده که باعث افزایش صلبیت و کاهش ارتعاشات و لرزش ابزار و در نتیجه افزایش عمر ماشین و ابزار می گردد. همچنین این بهبود باعث شده وزن قابل تحمل میز از ۳۰۰ کیلوگرم در مدل ۶۴۰L به ۳۵۰ کیلوگرم در مدل ۷۴۵L افزایش یابد. همچنین همانند بهبود ایجاد شده برای همه مدلهای تولیدی جدید ملاک کارکرد پمپ برای روغنکاری ریلها از زمانی به طول مسیر حرکت محورها تغییر کرده است و مکانیزم قطع برق دستگاه در هنگام پایان کار برنامه (Auto-power off) که قبلا جزو تجهیزات انتخابی بود، به فهرست تجهیزات استاندارد افزوده شده است.
جدول خلاصه بهبودهای انجام شده
|
مزیت بهبود |
VMC-640L |
VMC-745L |
|
|
افزایش کورس محور Y |
۶۰۰x400x450 |
۷۶۰x450x500 |
ابعاد حرکتی (mm) |
|
صلبیت بیشتر در نیتجه عمر بیشتر ماشین و ابزار |
۳٫۵ |
۴٫۲ |
وزن (ton) |
|
صلبیت و عمر بیشتر – وزن قابل تحمل روی میز بیشتر |
ساچمه |
رولر |
نوع ریلها (نوع Linear way) |
|
|
۳۰۰ |
۳۵۰ |
وزن قابل تحمل میز (Kg) |
|
قابلیت دستیابی به دقت بالاتر در کاربردهای خاص |
ندارد |
دارد |
قابلیت نصب خط کش کدی |
|
کاهش مصرف روغن، کاهش آلایندگی محیط زیست |
بر مبنای زمان |
بر مبنای مسیر |
ملاک روغنکاری ریلها |
|
|
انتخابی |
استاندارد |
قابلیت Auto-power off |
The post معرفی مدل جدید فرز سنتر عمودی VMC-745L appeared first on شرکت پویاکاران راد.
]]>The post پارویی کاور تلسکوپی appeared first on شرکت پویاکاران راد.
]]>
کاورهای تلسکوپی در ماشینهای ابزار وسیله حفاظت از ریلها، بال اسکروها و یا موتورهای محورهای حرکتی دستگاه را در برابر مایع خنککاری (آب صابون) و براده بر عهده دارند. به منظور ایجاد آببندی هر تکه کاور تلسکوپی نسبت به تکه دیگر، در لبه کاورها قطعهای جهت آببندی دو بخش کاور قرار دارد که اصطلاحا “پارویی” نامیده میشود (بخش شماره ۱ در شکل ۱)
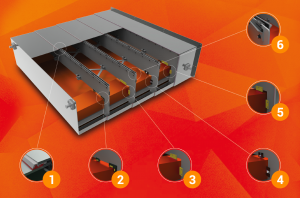
شکل ۱: اجزای مختلف کاور تلسکوپی
شکل ۲: پارویی کاور تلسکوپی در غلاف فلزی آن
یکی از مواد اولیه مناسب برای تولید پارویی پولی اورهتان (PU) است. خواص مکانیکی و ارتجاعی خوب دارد و به خوبی براده را روی ورق جارو میکند، مقاومت دائمی به حرارت آن تا ۱۰۰ درجه سانتیگراد است و تا دمای ۱۳۰ درجه سانتگراد نیز در زمانهای کوتاه مقاوم است. در مقابل اسیدها، سفیدکنندهها، مواد پایه نفتی، روغنهای معدنی، آب و مایع خنککاری (آب صابون) و میکروبها نیز مقاوم است.

شکل ۳: پارویی
با توجه به نیاز ارتجاعی بودن جنس پارویی کاور تلسکوپی با ویژگی عمر محدود مواجه خواهیم بود. تغییر شکلهای مستمر قطعه پارویی به مرور زمان باعث خستگی و ایجاد ترک در ماده میگردد، برخورد روغن و آب صابون با آن باعث سفت و خشک شدن (از دست رفتن قابلیت ارتجاعی) شده و ورود برادهها به داخل قطعه پارویی باعث خراب شدن آن میگردند. لذا بسته به نوع استفاده (قطعه مورد ماشینکاری نوع براده و استفاده یا عدم استفاده از مایع خنک کاری) و زمان استفاده از ماشین عمر پاروییها متغیر ولی در نهایت محدود به زمان است. به همین دلیل است که لازم است با انجام بازدیدهای دورهای وضعیت آنها بررسی شده و در صورتی که خاصیت ارتجاعی خود را از دست داده باشند (خشک شده باشند) یا اینکه دچار پارگی و ترک شده و یا براده در آنها در نفوذ کرده است به تعویض به موقع آن اقدام شود.
هنگام تعویض پارویی به این نکته بایستی توجه داشت که زمانی پارویی وظیفه خود را درست انجام میدهد که سطح خود ورقهای کاور تلسکوپی تخت و تمیز باشد. لذا در کنار تعویض پارویی لازم است که تاب و اعوجاج ورق کاورها تا حد ممکن اصلاح شده و زنگ زدگی احتمالی روی سطوح نیز برطرف گردد.
صرف هزینه و وقت کم برای تعویض به موقع پارویی کاور تلسکوپی و همچنین حفظ سلامت کارو تلسکوپی از صرف هزینه های زیاد و خرابی های اساسی در ریلها و بال اسکروها جلوگیری میکند.



شکل ۴: پارویی های خراب شده (خشک شده، ترک خورده و ترکیب شده با براده)

شکل ۵: پارویی های تعویض شده
The post پارویی کاور تلسکوپی appeared first on شرکت پویاکاران راد.
]]>The post مکانیزم گیرش ابزار appeared first on شرکت پویاکاران راد.
]]>
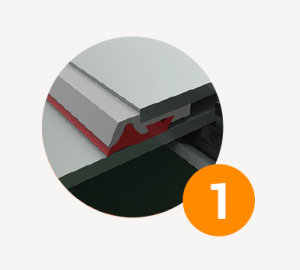
مکانیزم گیرش ابزار قرار گرفته داخل اسپیندل ماشین

عملکرد مکانیزم گیرش ابزار
فنرها با تعداد مناسب و آرایشی که نیروی مورد نیاز نگهداری ابزار را فراهم آورد، روی میلهای قرار می گیرند که از مرکز اسپیندل میگذرد و با عقب کشیدن چنگکی پول استاد، دنباله ابزارگیر را داخل گلویی اسپیندل محکم نگاه میدارد. مجموعه این اقلام به نام مکانیزم کشش یا یdraw bar شناخته میشود.

مکانیزم کشش ابزار (Draw Bar)
فنر قطعهای است که در معرض بار خستگی بوده عمر محدودی دارد. دفعات زیاد جمع و باز شدن، ضربههای ناشی از ارتعاشات ابزار باعث ایجاد ترک و در نهایت شکستن آن میشود. با ایجاد ترک یا شکستگی در فنرها نیروی کشش ابزار کاهش مییابد و دنباله ابزار داخل گلویی لق میزند. این لق زدگی باعث ضربه خوردن به سطح گلویی و خراب کردن آن و از طرف دیگر باعث کاهش عمر ابزار میگردد لذا این دو نشانه یعنی افزایش میزان لنگی (run out) ابزار و مصرف بیشتر از حد معمول ابزار، نشانههای بروز خرابی در مکانیزم گیرش ابزار و به ویژه فنرهای آن میباشند
حتی در صورتیکه فنر دچار ترک یا شکستگی نگردد، پس از مدت طولانی کارکرد، فنر دچار خستگی شده (اصطلاحا خوابیده و تخت شده) و دیگر نمیتواند جابجایی و نیروی لازم را تامین کند. لذا مکانیزم گیرش ابزار از بخشهایی است که بایستی تحت بازدیدهای دورهای قرار گیرد و پیش از وقوع عیب در آن، مشکل کشف و حل گردد. در غیر این صورت خسارات جبران ناپذیری به اسپیندل وارد میکند. رفع این خسارات نیازمند سنگ زنی داخل گلویی یا تعویض شفت اسپیندل است که علاوه بر نیاز به صرف هزینههای بالا، ممکن است پس از تعمیرات اسپیندل به دقت اولیه تامین شده توسط سازنده اصلی بازنگردد.
تجربه نشان میدهد از سال سوم عمر فنر لازم است حداقل هر سال یکبار، نیروی مکانیزم گیرش ابزار بررسی و در صورت نیاز تنظیم گردد. در صورتی که کاهش نیرو با تنظیم جبران نگردد لازم است مکانیرم گیرش ابزار بایستی باز شود و فنرها بررسی و در صورت نیاز تعویض گردد. توصیه اکید این است که کل فنرهای مکانیزم با هم تعویض گردد نه فقط فنرهایی که در ظاهر دچار ترک یا شکست شدهاند. همچنین لازم است که در بازدیدهای دورهای سالانه چنگکی ابزار نیز بررسی گردد. گاهی اوقات ضربههای وارده به چنگکی ابزار باعث شکستن آن میگردد.

فنرهای ترک دار و شکسته مکانیزم گیرش ابزار

چنگکی ابزار که یکی از فک های ان شکسته است
The post مکانیزم گیرش ابزار appeared first on شرکت پویاکاران راد.
]]>The post عکس دسته جمعی کارکنان پویاکار ۱۴۰۰ appeared first on شرکت پویاکاران راد.
]]>The post عکس دسته جمعی کارکنان پویاکار ۱۴۰۰ appeared first on شرکت پویاکاران راد.
]]>The post “تصمیمهای کوچک زندگی مهندسی” – کدام کنترلر برای ماشین فرز CNC مناسبتر است؟ appeared first on شرکت پویاکاران راد.
]]>نكاتي كه در ذيل آمده است تركيبي از منابع علمي و تجربيات شخصي نویسنده است و ممكن است نياز به اصلاح داشته باشد. لذا در صورتي كه خوانندگان محترم ايرادي در آن ميبينند ميتوانند با نويسنده تماس گرفته و موارد را گوشزد كنند يا مطلبي در دنباله اين مطلب به جهت استفاده ديگران بنويسند تا در ادامه منتشر شود.
این مقاله همچنین در مجله مهندسی ساخت و تولید ، سال هشتم- شماره ۳۵ – مرداد ۱۳۹۰ به چاپ رسیده است. با توجه به تغییرات تکنولوژی ممکن است برخی نکات تنها متناسب با زمان نگارش مقاله بوده و برای زمان حال قدیمی یا پیش پا افتاده باشد.
استاد ارجمندم آقاي دكتر ستاريفر در كلاسهاي درس خود گاهي اوقات اين سوال را از دانشجويان خود ميپرسد كه پيكان بهتر است يا بنز؟ بسیاری از دانشجویان پاسخ می دهند: “بنز” و او در جواب می گوید: “اگر بنز بهتر است پس چرا همه بنز نمی خرند؟ پس کیفیت تنها عامل انتخاب نیست”.
جواب سوال آقاي دكتر را كه در واقع ابزار تصميمگيري براي رسیدن به پاسخ این سوال است، بايد با استفاده از بيان عوامانه قوانين ترموديناميك داد. بر اساس بيان عوامانه قانون اول ترموديناميك “هر چه قدر پول بدهي همانقدر آش ميخوري”. بنابراين اگر خواستهها بالاتر برود بايد هزينه پرداختي هم افزايش يابد. از اين مطلب مهمتر، رعايت قانون دوم است. بيان عوامانه قانون دوم ترموديناميك ميگويد “معادل همان مقدار كه پرداخت ميكني هم آش نميخوري”. يعني گزينهاي بایستی انتخاب شود که علاوه بر تناسب با کاربرد مورد نیاز، بيشترين راندمان را داشته باشد و به ازای پول پرداختی بیشترین خواستههاي استفاده کننده را برآورده سازد. مثالی که در این مورد از خودرو – که آشنایی عمومی با آن بیشتر است – می توان زد همان برند معروف بنز است. در صورتی که از این برند استفاده کنید برای به دست آوردن مثلا ۲۰% قابلیت بیشتر ممکن است مجبور باشید دو برابر بیشتر هزینه پرداخت کنید. البته تصمیم با استفاده کننده است و بسیاری بنا به دلایل مختلف بنز را انتخاب میکنند.
مطلبی که در ادامه آورده شده است پارامترهای تصمیمگیری برای انتخاب کنترلر مناسب برای یک فرز CNC است. البته بسیاری از پارامترها برای دیگر انواع ماشینابزار نیز قابل استفاده است. بخش اعظم مطالب ذکر شده حاصل مقایسه اطلاعات سازندگان، بررسی منابع علمی و تجربیات نگارنده است و به طور مشخص از منبع خاص ذکر نشده است. امید است این مطلب برای خوانندگان محترم مفید بوده و در صورتیکه ایرادی مشاهده میشود به نگارنده تذکر دهند تا مطلب اصلاح شود.
میزان حافظه و صفحه نمایش
قابلیتهای کنترلر را بایستی از یک دیدگاه به دو دسته تقسیم بندی کرد: قابلیتهای درجه یک یا با اهمیت اساسی و قابلیتهای درجه دو یا با اهمیت کمتر. البته این درجه بندی ممکن است بسته به کاربرد متفاوت باشد. به عنوان نمونه در بسیاری از موارد حافظه برنامه، اندازه صفحه نمایش و رنگی بودن صفحه نمایش نبایستی به عنوان ملاک درجه اول برای انتخاب قرار گیرند. چه بسیارند کنترلرهای ضعیفتر که حجم حافظه زیاد و صفحههای نمایش بزرگ و رنگی خود را به عنوان ابزارهای تبلیغاتی مطرح میکنند در حالیکه در دیگر قابلیتهای اصلی ضعیف هستند. نتیجه اینکه هر کنترلری که صفحه نمایش رنگی بزرگ و حافظه زیاد داشته باشد لزوما کنترلر خوبی نیست ولی معمولا کنترلرهای با قابلیتهای بیشتر، دارای صفحه نمایش رنگی بزرگتر و حافظه بیشتر هستند.
كاربرد ماشين:
از یک دیدگاه میتوان گفت که از یک ماشین فرز CNC میتوان برای کاربردهای مختلفی مانند قالبسازي[۱] یا قطعهسازي (تك سازي، دستهاي يا سري) استفاده کرد. به غیر از اجزای مکانیکی که در نوع کاربرد بایستی مورد توجه قرار گیرد، قابلیتهای کنترلر نیز باید مورد توجه قرار گیرد. برخی از قابلیت ها در جداول مشخصات کنترلر دیده نمی شود ولیکن باعث ایجاد سهولت در کار می شود. به عنوان نمونه قابلیت کنترلر در ادامه برنامه ماشینکاری پس از توقف ناشی از شکست ابزار یا بیرون کشیدن ابزار برای اندازهگیریهای حین کار معمولا عنوان نمیشود ولیکن نداشتن همین قابلیت در برخی کنترلرها باعث میشود اپراتور مجبور باشد نقطه مورد نظر را پیدا کرده، برنامه را از تعدادی خط قبل از آن تکه کند و دوباره برنامه را اجرا کند. در زمانی که تعداد خطوط برنامه بالاست (مانند ماشینکاری سطوح سه بعدی) دردسر و اشتباهات احتمالی ناشی از تکه کردن برنامه ها کم نیست.
در قالبسازی که ماشینکاری سطوح سه بعدی انجام می شود، شکل ظاهری سطح اهمیت دارد، خطوط تشکیل دهنده سطح به ویژه در حالت پرداختکاری بسیار کوچک هستند، قالب با تعداد ابزار کمی ساخته میشود و تنوع Featureها در شکل قطعه کمتر است؛ باید کنترلر با سرعت[۲] بیشتر انتخاب نمود. ولیکن قابلیتهای خاص برنامه نویسی یا حجم حافظه چندان حایز اهمیت نیست. چرا که با وجود تکنولوژی DNC یا امکان استفاده از حافظههای جانبی، نیازی به حافظه بسیار زیاد روی کنترلر نیست. حجم برنامههای قالبسازی نیز معمولا آنقدر زیاد است که حتی کنترلرهای گرانقیمت با حافظههای زیاد هم ممکن است به ساخت قالب با روش DNC نیاز داشته باشند. اما به عنوان مثال در قالبسازی که از یک طرح قالب معمولا یک عدد ساخته می شود اصلا نیازی به کنترلی با قابلیت برنامه نویسی پارامتریک نمیباشد. البته قالبهایی که تعداد زیادی حفره یکسان در آنها وجود دارد ممکن است نگاه دیگری نیاز داشته باشند.
برای قطعه سازی که دقت در درجه اول اهمیت قرار دارد، سطوح معمولا دو بعدی است، تنوع زیاد Feature در شکل قطعه وجود دارد، و تعداد ابزارهای مورد نیاز بیشتر است؛ باید کنترلری با تعداد ابزارهای بیشتر و قابلیت های برنامه نویسی بیشتر (پارامتریک و زیر برنامه و عملگرهای ریاضی) استفاده شود. در صورتی که تعداد قطعات تولیدی کم و تنوع آنها زیادتر است این قابلیت ها بیشتر مورد نیاز خواهد بود. البته به دلیل استفاده از نرمافزارهای گرفتن G-Code، متاسفانه اینگونه قابلیت های کنترلر که بسیار بر سرعت انجام کارها و انعطاف پذیری تاثیر دارد، در بین برنامه نویسان چندان مورد استفاده نیست.
وقتی کنترلری سرعت پایین تر دارد به این معنا نیست که در کابردهای قالبسازی یا قطعات با سطوح پیچیده سه بعدی قابل استفاده نیست. بلکه به این معنی است که مدت زمان بیشتری برای انجام کار میطلبد در عوض سرمایه اولیه کمتری هم برای تهیه ماشین مورد نیاز است. در کشور ما که به ماشین به عنوان سرمایه نگاه میشود و هزینه اپراتور نسبت به کشورهای پیشرفته بالا نیست، شاید این قابلیت همیشه مهم نباشد چرا که وقتی از ماشین در سرعتهای بالا استفاده می شود فرسودگی بخشهای مکانیکی بیشتر می شود، ماشین زودتر مستهلک میشود و نیاز به تعمیر و نگهداری پیدا میکند.
تعداد محورهای قابل کنترل
یک دستگاه CNC دارای دو نوع محور است. محورهای اصلی و محورهای کمکی. محورهای اصلی معادل همان درجات آزادی (اصلی) هستند که سه محور خطی (x, y, z) و سه محور دورانی (A, B, C) می باشد. محورهای کمکی محورهایی به موازات محورهای اصلی هستند که معمولا هدف آنها ایجاد دسترسی است. به عنوان مثال حرکت خطی میز گردان به موازات محور اسپیندل یک محور کمکی است (W). ماشینهای بزرگ یا سنتر که تعداد اعمال حرکتی بیشتری دارند نیاز به محورهای کمکی دارند.
برای کاربردهای معمول فرزکاری، کنترل حداقل سه محور همزمان و یک اسپیندل نیاز است. تعداد محورهای قابل کنترل در کنترلرهای با قابلیت بیشتر افزایش می یابد و طبیعی است که مثلا هنگامی که ماشین ۵ محوره یا ماشین سنتر با محورهای کمکی احتیاج است نیاز به قابلیت کنترل محورهای بیشتر میباشد. ولیکن زمانی که نیاز در حد سه محور است، صرف هزینه اضافی برای کنترلری با قابلیت کنترل تعداد بیشتری محور، ضرورتی ندارد و در واقع برای قابلیتی که در آینده بدون استفاده میماند هزینه پرداخت میشود. تجربه نشان داده است که پس از خریدن دستگاه و استفاده از آن، افزودن محور اضافه به ماشینی با کنترلری با این قابلیت به ندرت رخ میدهد.
نوع کنترل (Open-loop یا Close-loop)
کنترلرهای open-loop مانند کنترلرهایی که با موتورهای پلهای (step motor) کار میکنند، کماکان وجود دارند و برای کارهای آموزشی و کارهایی که به دقت بالایی نیاز ندارند مورد استفاده قرار میگیرند لیکن طبیعتا برای کارهای صنعتی که دقت بالا مطرح است، نیاز به کنترلر close-loop باشد و اکثریت کنترلرها به ویژه کنترلرهای برند معروف از این نوع هستند. در برخی از کنترلرها حلقه موقعیت (position loop) به جای آنکه در کنترلر بسته شود یا به عبارتی کنترل موقعیت توسط کنترلر انجام شود در سرو درایو انجام می شود. در این کنترلرها سرو موتور به جای مود سرعت در مود موقعیت تنظیم می شود. سازندگان این نوع کنترلها از اصطلاح half-closed loop استفاده میکنند. این نوع کنترلرها در قبال از دست دادن بخشی از دقت، سرعت بالاتری دارند. به هر حال وقتی کنترلر از این نوع باشد نشان دهنده ضعیف تر بودن قدرت محاسباتی و کنترل آن است.
قابلیت پشتیبانی انواع انکودر
انکودرها به دو دسته دورانی و خطی[۳] دسته بندی می شوند که به نوبه خود هر کدام دارای انواع نسبی و مطلق هستند.
انکودرهای خطی نسبت به انکودرهای دورانی دقت بیشتری دارند[۴] چرا که در آخرین حلقه، پالس فیدبک را ارسال می کنند ولی در انکودرهای دورانی خطای گام بال اسکرو و خطای ناشی از تغییرات دمایی دیده نمی شود. اگر انکودر دورانی سر موتور نصب شده باشد، خطای تسمه، گیربکس یا کوپلینگ هم اضافه می شود. بنابراین اگر ماشین با دقت بالا مورد نیاز است و نصب انکودر خطی مد نظر است باید به قابلیت پشتیبانی این نوع انکودر توسط کنترلر توجه شود.
یکی از مزیت های انکودرهای مطلق نسبت به انکودرهای نسبی عدم نیاز به شناخت نقطه مرجع (Home یا Reference) است. با استفاده از انکودرهای مطلق نیاز به میکروسوییچ برای شناخت نقطه مرجع دستگاه مختصات ماشین از بین می رود و ضمن مقداری صرفهجویی ناشی از حذف فرآیند رفتن به نطقه مرجع هنگام روشن شدن ماشین، خطاهای ناشی از میکروسوییچ (که گاهی اوقات به گم کردن نقطه صفر معروف است) برطرف میشود. هنگام کار دقیق با ماشین های دارای میکروسوییچ برای شناخت نقطه مرجع بهتر است زمانی که حین کار ماشین خاموش و روشن میشود، پس از به نقطه مرجع رفتن، یکبار دیگر صفر قطعه کار گرفته شود و به مقدار ذخیره شده در حافظه دستگاه اعتماد نشود.
نوع کنترلر (Microprocessor-Base یا PC-Base)
هنگامی که در کنترلر از یک کامپیوتر با سیستم عامل مرسوم و تجاری (مثلا ویندوز) استفاده می شود آن کنترلر PC-Base نامیده می شود. عیب این نوع کنترلر وابستگی به سیستم عامل است و هر اتفاقی برای سیتسم عامل بیفتد کنترلر از کار میافتد. سیستم عامل تجاری چشم اسفندیار این نوع کنترلرها است چرا که این سیستم های عامل به سادگی ویروسی میشوند و قابلیت اطمینان لازم را برای انجام کارهای صنعتی ندارند. اگر کامپیوتر مورد استفاده هم یک کامپیوتر صنعتی نباشد مشکلات بیشتر خواهد شد[۵].
كنترلرهاي PC-Base به دليل استفاده از يك كامپيوتر، قابليتهایی مانند user interface زيبا، حجم حافظه بسيار بالا و انواع پورت ارتباطی به ویژه پورت USB در اختيار مشتري قرار ميدهد و در تبلیغات آنها از این موارد استفاده میشود. داشتن این قابلیت ها خوب است البته به شرطی که ابتدا دیگر قابلیت های اصلی در اختیار باشد.
در عوض کنترلرهای PC-Base ارزانتر هستند، وابستگی در تامین آنها کمتر است و امکان استفاده از کرنلهای محاسباتی کد باز (open source) در آنها وجود دارد. با استفاده از این امکان میتوان با سهولت بیشتر کنترلرهای بالاتر از سه محور ساخت که در شرایط تحریم کنونی برای کشورمان برخی از نیازها از این طریق قابل مرتفع شدن است.
قابلیت مونیتورینگ همزمان برنامه PLC
مونیتورینگ همزمان برنامه PLC، ابزار قدرتمندی برای تعمیرات و فهم عیوب ماشین می باشد. برخی کنترلرها این قابلیت را با اتصال کامپیوتر و برخی دیگر روی خود صفحه نمایش کنترلر دارند. نداشتن این قابلیت ضعفی در توان تعمیر و نگهداری ماشین محسوب می گردد.
پورتهای ارتباطی
می توان گفت همه کنترلرها پورت RS232 را برای تبادل اطلاعات بین کامپیوتر و کنترلر در اختیار می گذارند و نیاز اصلی به ارتباط کامپیوتر با کنترلر برای ذخیره کردن برنامه های ماشینکاری در کنترلر یا اجرای مستقیم آنها از طریق کامپیوتر (DNC) مرتفع می شود. ولیکن داشتن دیگر پورتهای ارتباطی مانند پورت شبکه، کارت حافظه، کارت PCMCIA و به ویژه پورت USB باعث سهولت کار میشود، ضمن آنکه به افزایش حافظه کنترلرهای microprocessor base که معمولا حافظه کمی دارند کمک می کند. البته بایستی توجه داشت که در برخی کنترلرها با پورت USB نمی توان زیربرنامه ها را اجرا کرد.
تعداد ورودی – خروجی
برای خریدار یک دستگاه CNC این مساله اهمیتی ندارد. چرا که سازنده دستگاه CNC مجبور است کنترلری برای ماشین انتخاب کند که جوابگوی نیازهای ماشین به تعداد ورودی – خروجی باشد و این مساله قبلا لحاظ شده و نیاز به فکر ندارد. ولیکن برای سازنده یک دستگاه CNC لازم است ابتدا تعداد ورودی – خروجی های مورد نیاز محاسبه شود سپس کنترلر متناسب انتخاب شود. به همین دلیل است که یک سازنده برای نمونه برای یک ماشین سنتر افقی با مکانیزم تعویض پالت و تعویض ابزار اتوماتیک و محورهای کمکی خود به خود مجبور است کنترلری از رده بالاتری انتخاب کند چرا که معمولا تعداد ورودی- خروجی ها با رده کنترلر تناسب دارد.
سابقه سازنده
نتیجه سابقه سازنده در جداول مشخصات ماشین به چشم نمیآید و تنها زمانی معلوم می شود که شما دستگاهی با کنترلر کم سابقه خریداری کرده باشید و حین کار به حالتهای خاص برخورد کنید. وقتی سابقه سازنده کمتر باشد، حالت های خاص را کمتر تجربه کرده است لذا این حالت ها را کمتر پیش بینی و رفع کرده است و اشکالات حین کار با آن بیشتر خواهد بود.
تعمير و نگهداري
هر چه کنترلر پیچده تر باشد به ویژه کنترلرهایی که شرکت مادر آنها به کشورهای آمریکا و ژاپن بر میگردد، در شرایط فعلی تحریم ایران، مشکل تامین قطعات یدکی بیشتر میشود. البته این نکته را نباید فراموش کرد که قابلیت اطمینان قطعات سیستمهای گرانتر معمولا بیشتر است ولی به هر حال نیاز به تعمیر و نگهداری احتمالی را نباید از نظر دور داشت. از سوی دیگر با افزایش پیچیدگی کنترلر، تعمیرات آن انحصاری نیز میگردد و تعداد افراد یا شرکتهایی که توان و تخصص تعمیر و نگهداری این کنترلرها را دارند یا توان تامین قطعات آنها را دارند، بسیار کمتر می شود.
مهارت و تجربه استفاده کننده (کاربر)
برای رسیدن به اهداف بزرگ باید گام به گام قدم برداشت و به مرور زمان پیشرفت کرد. در صورتی که کاربر ماشین تازهکار است یا تجربه کمی در استفاده از ماشین های CNC دارد بهتر است در ابتدا از کنترلهای ارزانقیمتتر و با پیچیدگی کمتر استفاده نماید و به مرور زمان با افزایش دانش فنی، تجربیات و افزایش کمیت یا کیفیت محصولاتی که تولید میکند، متناسب با شرایط کاری خود به انتخاب کنترلرهای با قابلیت بیشتر برای خریدهای بعدی و توسعه خود اقدام نماید.
کسی که به تازگی رانندگی یاد گرفته خطرناک است یک خودروی گران قیمت را براند. چرا که مهارتش کم است و در صورت بروز اشتباه که برای یک فرد تازه کار بسیار محتمل است سرمایه زیادی را به خطر می اندازد. در ضمن افراد یا شرکت هایی که سابقه کمتری دارند معمولا توان مالی کمتری نیز دارند.
هنگامی که فرد تازه کار است حتی در صورت امکان تهیه کنترلر قویتر به دلیل نوع کارها و توان فنی و تجربی خود معمولا امکان استفاده از قابلیت های زیاد یک کنترل با قابلیت بیشتر و طبعا گرانتر را ندارد؛ و قابلیت های زیاد کنترلر کمکی به کسی که نمی تواند از آنها استفاده کند، نمی کند. مثال واضح این کار افرادی هستند که حتی از دفترچه نشانی گوشی موبایل خود استفاده نمیکنند یا یک پیام کوتاه نمی فرستند ولیکن گوشی فوق العاده گرانقیمت دارای انواع قابلیتها خریداری میکنند که برخی از آنها حتی توسط شبکه مخابراتی ما پشتیبانی نیز نمیگردد.
همچنین شرکت های تازهکار – به ویژه در کشور ما- ممکن است برای بقا مجبور باشند کارهای مختلف انجام دهند تا در نهایت در یک زمینه ثبات پیدا کنند. تنوع کارها باعث میشود امکان استفاده از یک کنترلر یا یک ماشین خاص برای آنها سختتر باشد چرا که نمیدانند چه قابلیتهایی برای آنها بیشتر مورد نیاز است و مجبورند از همه قابلیتها حداقلی در اختیار داشته باشند.
جمعبندی
.با توجه به مواردی که در بالا ذکر شد همیشه بیشترین قابلیت به معنای بهتر بودن نیست. حتی به غیر از قیمت شرایط دیگری نیز بایستی در نظر گرفته شود تا انتخاب انجام شده با نیازها تناسب داشته و انتخاب، انتخاب درستی باشد. چه بسا در شرایطی پیکان از بنز بهتر باشد.
[۱] ساخت قطعات باسطوح سه بعدی پیچیده مانند قطعات صنایع هوایی یا پره های توربین نیز نیازهایی شبیه کاری قالبسازی دارند. به طور کلی برای اینگونه کارها نیاز به ماشینهای سرعت بالا (High speed) می باشد که علاوه بر کنترلر بایستی مشخصات مکانیکی ماشین نیز متناسب باشد.
[۲] سرعت کنترلر به دو عامل بستگی دارد: سرعت انتقال داده (Data Transfer Rate) و Look-ahead block. در این میان پارامتر دوم اهمیت بیشتری دارد. سرعت انتقال داده با واحد بیت بر ثانیه مشخص می شود. از آنجا که کنترلرهای امروزی سرعت انتقال داده نسبتا بالایی دارند این پارامتر عامل محدود کنندهای به شمار نمیرود هر چند که در یک انتخاب وسواسانه بهتر است بررسی شود. Look-ahead block تعداد خطوطی از برنامه است که قبل از اجرا توسط کنترلر پروسس میشود و از این طریق با بهینه کردن شتابها، باعث میشود که پیشروی ماشینکاری هر چه بیشتر به پیشروی برنامه ریزی شده نزدیک شود و ماشین هنگام اجرای برنامه مکث نداشته باشد. هنگامی که مسیر ماشینکاری از تعداد زیادی خطوط کوچک تشکیل شده است (مثل سطوح سه بعدی) این نکته حایز اهمیت بیشتری است. البته برخی نرم افزارهای CAD/CAM قابلیتی دارند که یک منحنی به جای تعداد زیادی خط جایگزین می کنند و از این طریق تعداد بخشهای تشکیل دهند سطح را کاهش میدهند. البته طبق محاسباتی که یک مهندس شرکت Fanuc انجام داده است، حداکثر ۱۰۰ بلوک Look-ahead block برای اکثر قابلیت های سرعت بالا کفایت میکند و تلاش سازندگان کنترلر برای سرعت بالاتر از این مقدار، کاربرد ندارد. در ضمن ایشان متناسب با اندازه خطوط تشکیل دهنده سطح مقدار Look-ahead block را محاسبه کرده و در یک جدول ارائه کرده است.
[۳] در اصطلاح مرسوم بازار به انکودرهای دورانی، انکودر و به انکودرهای خطی، خط کش گفته میشود. البته این مورد زمانی مطرح می شود که انکودر وسیله اندازه گیری باشد نه رزولور.
[۴] در عوض انکودرهای خطی گرانتر هستند، حساس تر بوده و نصب آنها مشکل تر است.
[۵] تجربه یک بازدید:در قسمت دیگ های احیای کارخانه آلومینیوم المهدی آنقدر میدان مغناطیسی قوی بود که ساعتها از کار میافتادند، شارژ موبایلها خالی میشد و کلیدها در دست افراد به سمت دیگها قرار میگرفتند، ولیکن PLC ها که از سری S5 مارک Siemens بود بدون اشکال کار می کردند.
The post “تصمیمهای کوچک زندگی مهندسی” – کدام کنترلر برای ماشین فرز CNC مناسبتر است؟ appeared first on شرکت پویاکاران راد.
]]>The post “نکتههای کوچک زندگی مهندسی” در ماشینکاری CNC، بخش دوم appeared first on شرکت پویاکاران راد.
]]>نكاتي كه در ذيل آمده است تركيبي از منابع علمي و تجربيات شخصي نویسنده است و ممكن است نياز به اصلاح داشته باشد. لذا در صورتي كه خوانندگان محترم ايرادي در آن ميبينند ميتوانند با نويسنده تماس گرفته و موارد را گوشزد كنند يا مطلبي در دنباله اين مطلب به جهت استفاده ديگران بنويسند تا در ادامه منتشر شود.
این مقاله همچنین در مجله مهندسی ساخت و تولید ، سال چهارم- شماره ۱۷ – اسفند ۱۳۸۶ به چاپ رسیده است. با توجه به تغییرات تکنولوژی ممکن است برخی نکات تنها متناسب با زمان نگارش مقاله بوده و برای زمان حال قدیمی یا پیش پا افتاده باشد.
- در ابتداي فايل هر برنامه CNC به ويژه براي برنامههاي توليدي چند خط توضيحات بنويسيد. اين توضيحات ميتواند شامل نام و شماره قطعه، وجهي از قطعه كه بايد روي آن كار شود، طول و قطر ابزار (به ويژه براي خروجي حاصل از نرمافزارهاي CAD/CAM و يا برنامههايي كه بر اساس مركز ابزار نوشته شده است)، مراحل كار (خشنكاري يا پرداختكاري)، افستهاي مورد نياز و هر گونه توضيحات ضروري ديگر باشد. اگر به جاي بنده يك برادر خارجي نكتههاي كوچك زندگي مهندسي براي ماشينكاري CNC مينوشت توصيه اكيد ميكرد كه در داخل متن برنامهها هم توضيحات ضروري داده شود.
- براي ذخيره كردن و اجراي برنامهها چه از حافظه دستگاه CNC استفاده ميكنيد چه از كامپيوتر متصل به آن (روش DNC)، سعي كنيد براي برنامههاي خود از نامهاي كوتاه معنيدار استفاده كنيد. نامگذاري برنامهها با اسامي مجهولالهويهاي مانند ۱۱۱۱ ، ۱۲۳۴ يا circle، كاري بسيار ناپسند است. تركيبي از شماره كار به همراه يك شماره ترتيبي يكي از روشهاي ساده و كارآمد نامگذاري ميتواند باشد. در اين صورت برنامههاي كارهاي مختلف با يكديگر اشتباه نميشود و نوع كار و مرحله آن نيز معلوم ميگردد.
- برنامههاي نوشته شده را به طور منظم دستهبندي كنيد و هميشه حافظه دستگاه يا كامپيوتر متصل به آن را پاك و منزه نگاه داريد. هميشه برنامهها را از منبع اصلي و مطمئني كه قبلا ايجاد كردهايد بارگذاري كنيد. يك خورده دردسر دارد و حوصله ميطلبد ولي به زحمتش ميارزد.
- قبل از شروع هر برنامه درصد پيشروي را صفر كنيد. پس از پايان هر برنامه نيز درصد پيشروي را صفر كنيد.
- در مواقعي كه در حين كار شك ميكنيد كه آيا برنامه به درستي كار خود را انجام ميدهد يا خير، به عنوان اولين حركت، كار را متوقف كنيد (مثلا بستن درصد پيشروي) سپس فكر كنيد و براي فكر كردن وقت بگذاريد و بيحوصلگي نكنيد.
- يكي از ابزارهاي كنترلي براي رفع شكها دانستن ميزان باري است كه ابزار در هر مرحله بايستي بردارد. اگر ميزان بار با مقدار پيشبيني شده متفاوت است بايد شك كنيد و وقتي شك كرديد ابتدا توصيه فوق را رعايت كنيد.
- در بخش قبلي نكتههاي كوچك زندگي مهندسي مربوط به ماشينكاري CNC توصيه شد كه براي هر كنترلر جديد، دفترچه راهنماي مربوطه مطالعه شود تا دستورات يا كدهاي ماشينكاري دقيق شناخته شوند. در اين ارتباط لازم است هر يك از دستورات به طور جداگانه تست شود تا دقيقا رفتار و نحوه عملكرد آن دستور مشخص گردد. براي سيكلهاي ماشينكاري اين كار كاملا ضرورت دارد. هر چند كه استفاده از نرمافزارهاي CAD/CAM باعث شده است از تعداد محدودي كد ماشينكاري استفاده شود وليكن با اين وجود باز هم لازم ميشود با برنامهنويسي دستي، برنامهها كاملتر و بهينهتر شوند.
- هنگاميكه نقطه مرجع قطعهكار را روي بلوك ماده خام ميگيريد مراقب باشيد كه تغيرات اندازه بلوك ماده خام براي شما دردسر درست نكند. شايد به همين دليل است كه تعدادي از ماشينكارها تمايل دارند مركز ابعاد را به عنوان مرجع قطعهكار (براي برنامهنويسي) بگيرند.
- هنگام ساخت قطعات به اين فكر باشيد كه ممكن است علرغم ميل باطني حين كار نياز به باز و بستن قطعهكار باشد. بنابراين براي اين حالت پيشبيني كرده و سطوح مرجع مناسبي براي تنظيمات بعدي ايجاد كنيد.
- يكي از نكات بسيار مهم در افزايش قابليت توليد (Productivity) انتخاب صحيح پارامترهاي ماشينكاري است. در صورتي كه از ابزارهاي اينسرتي استفاده ميكنيد حتما توصيههاي سازنده را در انتخاب پارامترهاي ماشينكاري مطالعه كنيد. براي ابزارهاي HSS هم ميتوانيد علاوه بر كاتالوگهاي سازندگان، به جداول موجود در كتابها يا هندبوكهاي ماشينكاري مراجعه كنيد. در اين مراجعه دو نكته را به خاطر داشته باشيد:
- پارامترهاي داده شده در جداول مربوطه براي حداكثر صلبيت (قطعه و ماشينابزار)، شرايط تعيين شده (مثلا عمق درگيري مشخص، بيرون زدگي خاصي از ابزار) و حداقل زمان ماشينكاري است. توجه داشته باشيد در صورت رعايت اين پارامترها ابزار را بايستي مطابق توصيه تعويض كنيد كه گاهي اوقات زمانهاي بسيار كوتاهي در حد چند دقيقه خواهد بود.
- در صورت استفاده از آن پارامترها، نيرو و به ويژه توان ماشينكاري را محاسبه كنيد وكنترل كنيد كه سيستم گيرهبندي، قطعه و همچنين توان ماشين تحمل بار وارده را دارند يا خير. اگر حوصله داشتيد عمر ابزار را نيز محاسبه كنيد تا به كلي از استفاده از پارامترها صرفنظر كنيد.
در همين ارتباط به ياد داشته باشيد كه چند تفاوت اساسي ميان كشور ما و كشورهاي پيشرفته وجود دارد. در كشور ما بر خلاف آن كشورها ماشين و ابزار كالاهاي سرمايهاي محسوب ميشوند كه بايد در حفظ عمر آنها كوشا بود و در عوض هزينه وقت نيروي انساني در كشور ما در مقابل آن كشورها بسيار ارزانتر است. لذا با لحاظ كردن همه اين نكات به عنوان يك توصيه كلي پيشنهاد ميشود پارامتراها در حد ۲/۱ تا ۳/۱ پارامترهاي پيشنهادي در كاتالوگهاي ابزار يا جداول ماشينكاري كتابهاي خارجي انتخاب شوند. البته در حين كار با توجه به مشاهده دقيق وضع ماشينكاري ميتوان پارامترهاي انتخابي را نهايي كرد. به عنوان مثال طبيعي است كه براي ابزاري كه طول بيرونزده بسيار بيشتري نسبت به حالت توصيه شده دارد، ارتعاشات بيشتر باشد كه لازم است سرعت دوراني كمتر از مقدار توصيه شده انتخاب شود.
- فرسايش ابزار يك مساله تئوري و غيرواقعي نيست. فرسايش ابزار وجود دارد و لازم است به آن توجه شود. در صورتي كه مشغول كار توليدي (به ويژه با دقت صدم ميليمتر) با يك ابزار هستيد لازم است با اندازهگيري مستمر بعد خاصي از قطعه، ميزان فرسايش ابزار را اندازهگيري كنيد و جبران لازم را در شعاع ابزار يا افست لازم را در برنامه اعمال كنيد.
- هر چند كه در كتابهاي كلاسيك CAD/CAM گفته ميشود كه يكي از مزاياي كاربرد ماشينهاي CNC كاهش نياز به ابزارهاي متنوع و خاص است، اما اين نكته بدين معني نيست كه مثلا ميتوانيد در كار فرزكاري تنها با چند سايز فرز انگشتي همه كارها را انجام دهيد. با در نظر داشتن ميزان توليد، بهتر است ابزارهاي خاص نيز استفاده كنيد. چه بسا با صرف هزينهاي اندك براي خريد يك ابزار خاص (مثلا يك ابزار فرم، يا يك انگشتي مخروطي) به ميزان قابل توجهي در زمان ماشينكاري صرفهجويي شود و كيفيت كار نيز افزايش يابد. در همين ارتباط از ساخت ابزارهاي خاص در كارگاه خود غافل نشويد. هر چه ميزان توليد شما بالاتر رود نياز به ابزارسازي بيشتر ميشود.
- با استفاده از live tools (ابزارهاي با محرك دوراني) روي دستگاههاي تراش CNC و ميز ايندكس با كنترل CNC روي دستگاههاي فرز CNC ميتوانيد قابليت دستگاه خود را به ميزان قابل توجهي بالا ببريد.
۲۰/۱۱/۸۶
The post “نکتههای کوچک زندگی مهندسی” در ماشینکاری CNC، بخش دوم appeared first on شرکت پویاکاران راد.
]]>The post “نكتههای كوچك زندگی مهندسی” در ماشینکاری CNC ، بخش اول appeared first on شرکت پویاکاران راد.
]]>نكاتي كه در ذيل آمده است تركيبي از منابع علمي و تجربيات شخصي نویسنده است و ممكن است نياز به اصلاح داشته باشد. لذا در صورتي كه خوانندگان محترم ايرادي در آن ميبينند ميتوانند با نويسنده تماس گرفته و موارد را گوشزد كنند يا مطلبي در دنباله اين مطلب به جهت استفاده ديگران بنويسند تا در ادامه منتشر شود.
این مقاله همچنین در مجله مهندسی ساخت و تولید ، سال چهارم- شماره شانزدهم – دی ۱۳۸۶ به چاپ رسیده است. با توجه به تغییرات تکنولوژی ممکن است برخی نکات تنها متناسب با زمان نگارش مقاله بوده و برای زمان حال قدیمی یا پیش پا افتاده باشد.
- در بسياري از ماشينهاي CNC برخي كدها يا حالات، پيشفرض هستند مانند سيستم مختصات مطلق (G90)، واحد اندازهگيري متريك (G21)، اولين مبدا مختصات قطعهكار (G54) و احيانا برخي دستورات ديگر. در صورتي كه اولين بار با يك ماشين كار ميكنيد بهتر است حالات و كدهاي پيشفرض را بشناسيد. همچنين مطمئن باشيد كه پيشفرضها به واسطه تغييرات خواسته يا ناخواسته در طول زمان تغيير نكرده باشند. گاهي از اوقات پيشفرض بودن يك كد بسيار خطرناك است. به عنوان نمونه در برخي كنترلرها اگر يك بلوك برنامه بدون كد و حاوي مختصات باشد، كد پيشفرض حركت خطي سريع (G00) است (حداقل ميدانم در برخي كنترلرهاي Fanuc و Hust اينگونه است). آنوقت است كه يك اپراتور ماهر با حواس ششدانگ نياز است كه ماشين را از مستي و عربدهكشي بازدارد وگرنه كار به گزمه و عسس خواهد كشيد.
- همانطور كه احتمالا بدانيد تعدادي از كدها، پايدار (Modal) هستند. پايدار بودن يك كد به اين معني است كه تا زمانيكه با كد مقابل يا كد لغو مربوطه، لغو نشوند در برنامه فعال و موثر ميمانند. بنابراين از آنجا كه دفع خطر احتمالي عقلا واجب است بهتر است انسان عاقل بلافاصله پس از رفع نياز به يك كد پايدار خطرناك، بلافاصله اقدام به لغو آن كند (مثلا آوردن G90 بلافاصله پس از اتمام نياز به G91) و در ضمن از تنبليهاي ايرانيگونه كه ناشي از هوش سرشار است خودداري كنيد و براي حركت خطي حتي اگر دهتا G01 هم قبلش آمده باز هم كد را بنويسيد.
- هر چقدر هم كه در زمينه شناخت انواع كنترلرها مهارت داشته باشيد بهتر است هنگام مواجهه با يك دستگاه جديد از ميانيابي و اينگونه روشهاي مشابه خودداري نماييد و دفترچه راهنماي دستگاه را به دقت مطالعه كنيد. فاجعه دقيقا زماني رخ ميدهد كه انسان فكرش را نميكند. به عنوان مثال شايد خيليها فكر كنند كه در حركت G00 ماشين به صورت يك خط مستقيم و با ماكزيمم پيشروي خود از يك نقطه به نقطه ديگر ميرود. در حاليكه در برخي كنترلرها ابتدا بخشي از مسير به صورت يك خط ۴۵o و مابقي آن به صورت خطي موازي يك از محورهاي مختصات طي ميشود. نمونهاش را هم احتمالا مهندساني كه در دانشگاه اميركبير تحصيل كرده باشند بدانند: فرز دكل FP4MA با كنترلر GRUNDIG Contour 3!
- حتي در زماني كه با ماشين در حال كار توليدي (تكراري) هستيد موارد زير را رعايت كنيد:
- براي برنامهها فرآيند ساخت بنويسيد و موارد مورد نياز مانند نام برنامه، شماره و مشخصات ابزارهاي استفادهشده، نقاط مبدا مختصات (صفر و صفر) و پارامترهاي پيشنهادي ماشينكاري را در آن ذكر كنيد.
- مطمئن باشيد ابزار نصب شده همان ابزاري است كه در برنامه استفاده كردهايد.
- نقشه قطعهكار را جلوي چشمتان قرار دهيد و گاهگاهي به آن نگاه بيندازيد. در ضمن توصيه ميشود ابعاد مهم را با ماژيكهاي فسفري علامتگذاري كنيد كه توي چشم باشند.
- در پايان هر مرحله از كار يا بسته به اهميت كار، در داخل برنامه دستورات توقف بنويسيد تا بتوانيد به آسودگي ابعاد مورد نياز را اندازهگيري كنيد يا موارد مورد نياز ديگر را كنترل كنيد.
- در فواصل زماني معيني از كند نبودن ابزار اطمينان حاصل كنيد.
- هميشه احتياط را سرلوحه كار خود گردانيد. بد نيست از روشهاي پيرمردي زير كه احتمالا با وسواس آميخته باشند پيروي نماييد.
- در شروع اجراي برنامه با حداقل پيشروي حركت كنيد.
- بهتر است براي هر مرحله از كار حتي اگر نياز دقتي ايجاب نميكند، يك مرحله خشنكاري در نظر بگيريد. اين كار باعث ميشود امكان رفع خطا بيشتر شود و در كل كيفيت قطعهكار افزايش يابد.
- قبل از سوراخكاري مته مرغك بزنيد. اين كار علاوه بر آن كه از انحراف نوك مته جلوگيري ميكند باعث ميشود امكان كنترل موقعيت سوراخها قبل از سوراخكاري و رفع خطاي احتمالي و همچنين ابزاري براي كنترل حركت صحيح ماشين به موقعيت سوراخها وجود داشته باشد.
- اگر بايستي تعدادي سوراخ با قطرهاي متفاوت ايجاد كنيد، بهتر است سوراخكاري را از قطرهاي كوچك به بزرگ انجام دهيد. چون اگر در بستن ابزار اشتباه كرده باشيد ميتوانيد با زدن مته بزرگتر كار را اصلاح كنيد. از آنجا كه معمولا متهها (به ويژه براي متههاي كوچك و كارهاي با تعدد كم) با سه نظام بسته ميشوند نه با فشنگي و معمولا براي متهها شماره ابزار زده نميشود، احتمال بروز خطاي سوراخكاري با ابزار نادرست زياد است.
- هميشه هنگام اجراي برنامهها به ويژه در اجراي چند خط اول برنامهها مانند كارآگاهان به همه چيز مشكوك باشيد. به عنوان مثال هنگام كار هميشه به موارد زير شك كنيد و سعي كنيد با دلايل محكمه پسند خود را از شك و ترديد رهايي بخشيد.
- آيا نحوه نزديك شدن ابزار به كار همان نحوه نزديكشدني است كه در برنامه تعيين شده است؟
- آيا اندازهاي كه ماشينكاري ميشود همان اندازه مطلوب است؟
- آيا نقطه مبدا تعريف شده همان نقطهاي است كه بايد باشد؟
- آيا برنامهاي كه اجرا ميشود همان برنامهاي است كه بايد اجرا شود؟
- اگر از نرمافزارهاي CAM براي ايجاد G-Codeها استفاده ميكنيد حتما مراقب موارد زير باشيد:
- اطمينان حاصل كنيد هنگام مدلسازي قطعه، سطوح و لبههاي مورد استفاده موازي صفحات اصلي مختصات (xy, xz, yz) هستند. به طور كلي بهتر است حتي در صورت درست بودن مدل، محور مختصات قطعهكار به جاي همراستايي با محورهاي اصلي، با لبه مورد نظر از قطعهكار همراستا گردد.
- كنترل كنيد براي پيچها سوراخ ايجاد شده در مدل به اندازه قطر داخلي رزوه باشد. چون ممكن است مدلساز براي ساده كردن مدل كامپيوتري مثلا در جاي پيچ M10 يك سوراخ با قطر ۱۰ ايجاد كرده باشد. اين گونه موارد را بهتر است با نقشه قطعهكار مجددا چك كنيد.
- به طور كلي كنترل كنيد مدل كامپيوتري با نقشه تطابق كامل داشته باشد. گاهي اوقات اتفاق ميافتد كه به علت تنبلي يا تعجيل، ابعاد روي نقشه به طور دستي تغيير داده ميشود وليكن مدل كامپيوتري اصلاح نميشود.
- يكبار قبل از اجراي هر برنامه، مسير حركت را شبيهسازي كنيد. اين كار باعث ميشود مسير حركت ابزار در ذهن شما بماند و اگر به هر دليلي مسير پيشبيني شده، حين كار طي نشد بلافاصله معلوم گردد. در صورتيكه برنامه تهيه شده توسط فرد ديگري را اجراي ميكنيد اين كار اكيدا توصيه ميشود.
- از استفاده از استراتژيهاي خودكار خشنكاري غافل نشويد كه تاثير بهسزايي در كاهش زمان كار خواهد داشت.
- هر چند كه ممكن است برخي افراد معلومالحال (جسارت است مثل برخي مديران) فكر كنند كه چون دستگاه CNC است، خودش كارش را ميكند (و حتي نقشه را هم خودش قرائت ميكند!) و نياز به آقا بالاسر ندارد و ميتوان آنرا به امان خدا سپرد؛ شما مهندسان محترم اينگونه فكر نكنيد. چون يك دستگاه CNC عليرغم ظاهر خودكار و باشعورش، شديدا بيشعور است و بايد به شدت مراقب آن بود. در بسياري از موارد اتفاق ميافتد كه بنا به دلايل سادهاي مثلا داغ كردن كنترلر دستگاه (به علت سادهاي مانند خرابي فن خنككننده) يا دادن يك عدد با چهار رقم اعشار براي كنترلري كه حداكثر سه رقم اعشار ميفهمد يا نويز گرفتن هنگام كار به صورت DNC (به علت وجود ماشين اسپارك يا جوشكاري در فاصله كمي از دستگاه) دچار اختلال حواس شود و از خود حركات شنيعي بروز دهد و به جاهايي برود كه قرار نبوده برود. آن هنگام است كه دوباره به اپراتوري با شرايط فوقالذكر نياز خواهد بود.
- هر چند كه در پاراگراف قبل به شعور دستگاههاي CNC توهين كرديم وليكن به تجربه ثابت شده است كه معمولا اشتباهات ناشي از خطاي انساني است. چون در اكثر اوقات ماشين همان كاري را انجام ميدهد كه ما دستور دادهايم. بنابراين با اهميت دادن به نكات ظريف امكان بروز خطا را كاهش دهيد.
- تفاوت ميان Resolution (كوچكترين تقسيمبندي سيستم اندازهگيري) را با دقت بدانيد. اگر يك ماشين تا رقم هزارم را نشان ميدهد به اين معنا نيست كه به همين اندازه هم دقت دارد. ماشينهاي CNC با ابعاد متوسط معمولا دقت موقعيتدهي بهتر از صدم ميليمتر ندارند. ضمن آنكه وقتي هندسه قطعهكار، نوع و كيفيت ابزار، پارامترهاي ماشينكاري و باز و بستن قطعهكار به ميان ميآيند رسيدن به دقت صدم ميليمتر هم نياز به كلي زحمت و مهارت دارد.
- دانشهاي ماشينكاري و اندازهگيري براي يك CNCكار حكم نان شب را دارد. اگر در اين زمينه نقصي داريد حتما به تقويت پايهاي خود بپردازيد. بدون آگاهي در اين موارد نميتوانيد كار با دقت تحويل دهيد. به عنوان يك نمونه ساده ميزان پسزدن ابزار با دور اسپيندل رابطه دارد. اگر دور اسپيندل از حد مناسب پايينتر باشد سهم برش در براده برادهبرداري كمتر و سهم تغيير شكل بيشتر ميشود. لذا نيروهاي ماشينكاري بيشتر شده و ابزار بيشتر پسميزند و در نتيجه ابعاد خارجي بزرگتر و ابعاد داخلي كوچكتر از ابعاد نامي خواهد شد. بسته به شرايط جنس قطعه، قطر و ارتفاع ابزار و پارامترهاي ماشينكاري، اين پس زدن ممكن است در حد چند دهم ميليمتر نيز باشد.
- كليدهاي ولومي تغيير درصد پيشروي و دور اسپيندل كليدهاي بسيار مفيد و پركاربردي هستند. وليكن مراقب باشيد در استفاده از آنها افراط نكنيد. سعي كنيد به جاي تنبلي و استفاده افراطي و تغيير دائمي درصدها حين كار، پارامترهاي ماشينكاري را متناسب با هر مرحله و با مطالعه و به دقت انتخاب كنيد. اين درست نيست كه پارامترها را كيلويي انتخاب كنيد و همه بار مسووليت را گردن اپراتور بينوا بيندازيد يا اينكه براي تمامي مراحل اعم از نزديك شدن به و دور شدن از قطعهكار يا خشنكاري و پرداخت يك دور و پيشروي انتخاب كنيد و از اپراتور بخواهيد با اين كليدهاي جادويي پارامترها را براي مراحل مختلف متناسب كند.
- بنابر تجارب شخصي توصيه ميشود در كار فرزكاري براي مرحله خشنكاري از ابزارهاي اينسرتي و براي مرحله پرداختكاري از ابزارهاي HSS و يا كاربايدي يكپارچه (Solid Carbide) استفاده كنيد.
- هنگام ماشينكاري حفرهها حتما از تخليه حفره از براده اطمينان حاصل كنيد. افزايش جريان خنككار و ايجاد سوراخها قبل از كارهاي ديگر خروج براده را تسهيل ميكند. در صورتي كه شرايط خروج براده نامناسب باشد شايد نياز به تخليه دستي باشد. در اين شرايط بهتر است تنبلي نكنيد.
- براي فرزكاري گوشههاي حفرهها با شعاع كوچك (به ويژه اگر جنس قطعهكار نرم است) از فرزهاي انگشتي دوپر با دور بالا و پيشروي كم استفاده كنيد. اين كار احتمال كشيدن ابزار در گوشههاي كار را به حداقل ميرساند.
- همانند ديگر كارهاي ماشينكاري سعي كنيد كار را با حداقل باز و بستن انجام دهيد.
- فراموش نكنيد كه كار با كيفيت بدون ابزار مناسب بيمعني است. اگر از لحاظ مالي در مضيقه هستيد، باز هم سعي كنيد از خريد ابزارهاي بيكيفيت اجتناب كنيد. به ويژه ابزارهاي اندازهگيري خود را از ماركهاي معروف و با كيفيت مناسب تهيه كنيد.
- فراموش نكنيد كه ماشين زماني براي شما پولسازي ميكند كه ابزار داخل قطعهكار است (در حال برادهبرداري است). بنابراين از حركات اضافه هنگام نزديك شدن و دور شدن به قطعهكار و احيتاطهاي بيمورد خودداري كنيد. البته از آن طرف بام هم نيفتيد و ارتفاع ايمن ابزار را يك ميليمتر بالاي سطح قطعهكار تعريف نكنيد.
۲۴/۰۹/۸۶
The post “نكتههای كوچك زندگی مهندسی” در ماشینکاری CNC ، بخش اول appeared first on شرکت پویاکاران راد.
]]>The post “نکتههای کوچک زندگی مهندسی” در مدیریت کسب و کار appeared first on شرکت پویاکاران راد.
]]>این مقاله همچنین در مجلسه مهندسی ساخت تولید، شماره ۵۷ به چاپ رسیده است.
- بدانید و آگاه باشید که مشتری واسط رحمت خداست و ولی نعمت شما.
- بدانید که کسب و کار، بی بلا مزه ندارد[۱].
- “همیشه سعی کنید در کارها هیجان مثبت ایجاد کنید”[۲].
- “سعی کنید محصولی تولید کنید یا بفروشید که مشتری عمومی داشته باشد نه صرفا مشتری دولتی”[۳]
- برکت تنها در حرکت است.
- اگر ۵۰ عدد نان ساندویچی خریدید، نمی توانید توقع فروش ۲۰۰ عدد ساندویچ داشته باشید.
- بهترین تبلیغ شما محصول خوب شماست.
- میزان فروش شما همان عددی است که در ذهن شماست.
- بزرگترین دشمن کسب و کار شما خودتان هستید.
- در حوزه کاری خود سه چیز را فراموش نکنید: تمرکز، تمرکز و تمرکز
- زمان گشایش در کسب و کار شما درست زمانی است که امید خود را از دست داده اید و می خواهید تغییر مسیر دهید. البته در کنار این نکته یک تئوری ژاپنی وجود دارد که می گوید: ” ۱۰۰۰ روز برای یک کسب و کار وقت بگذارید، اگر جواب نداد آنرا رها کنید”.
- سریع تصمیم بگیرید و زیاد سر دو راهی نمانید. زمان بزرگترین سرمایه مشترک همه است. آن را هدر ندهید. البته بر تصمیمتان تعصب نداشته باشید و پافشاری نکنید. اگر لازم بود برگردید و راه دیگری را امتحان کنید.
- باور داشته باشید که در بسیاری از موارد، سیستم بدون حضور شما بهتر کار خواهد کرد.
- از نظر تئوری می توانید همه کارهای خود را به جز نظارت و پیگیری تفویض کنید.
- تا کارهای خود را تفویض، و نیروهای خود را درگیر نکنید[۴]، نیروهایتان مرد نخواهند شد.
- تا جایی که می توانید به طور افراطی کارهای خود را تفویض کنید تا فرصت مطالعه، تفکر، و تصمیم گیریهای استراتژیک داشته باشید.
- تحقیق در احوال بزرگان کسب و کار نشان داده است که همگی آنها به مطالعه اعتیاد دارند و برنامه موظفی برای مطالعه تعدادی کتاب در یک زمان مشخص. شایع است که برادر بیل گیتس هر گاه نتواند موظفی کتاب خود را بخواند در هتل یک اتاق می گیرد و تا مشق کتابخوانی آن ماهش تمام نشود از آن اتاق بیرون نمی آید (در مورد صحت و سقم این قضیه تحقیق نکرده ام ولیکن محتوای آن آموزنده است).
- هر روز اخبار اقتصادی و اخبار عمومی را مطالعه کنید.
- نیاز نیست همیشه در برابر هر چیزی واکنش نشان دهید. گاهی اوقات صبر و گذشت بسیاری از مشکلات را به خودی خود حل می کند.
- استاد ارجمند آقای دکتر دمینگ مطلبی به این مضمون دارد که:
هنگام تغییر در یک سیستم، باید پاسخ فرکانسی آن سیستم را در نظر داشته باشید. وقتی فرمان ماشین را به یک سمت می چرخانید باید فرصت بدهید تا ماشین به آن سمت برود. اگر شکیبایی مناسب را نداشته باشید و منتظر دیدن نتیجه کار اول خود نباشید و هنوز ماشین به سمت مورد نظر نرفته فرمان را برعکس بچرخانید، هیچگاه به سمت مورد نظر نخواهید رفت و در سیستم آشفتگی ایجاد خواهید کرد.
هر چند داشتن طرح و برنامه از ضروری ترین موارد لازم برای حرکت است ولیکن اگر اطلاعات ورودی مطمئن نباشد، طراحی بر اساس آن فایده ای نخواهد داشت. همیشه با حرکت رو به جلو اطلاعات تکمیل تر و درست تر می شود لذا بهتر است حرکت با یک طرح کلی با نگاه بلند برد شروع کنید و پیوسته و به مرور زمان جزییات را در هر مرحله تکمیل کنید.
- در برخی سیستم های کاری نداشتن انبار باعث ایجاد مزیت و افتخار است و در برخی سیستم های دیگر داشتن انبار. بدانید و آگاه باشید که در کدام سیستم مشغول کار هستند.
- فراموش نکنید ابن سینا گفته است: ” تا بدانجا رسید دانش من که بدانم همی که نادانم”
- اگر زنگ خور تلفن همراهتان خیلی زیاد شده،
اگر نمی توانید یک هفته تلفن همراه خود را خاموش کنید،
اگر نمی توانید یک هفته بدون دغدغه و نگرانی به مسافرت کاری یا تفریحی بروید،
اگر درگیر جزییات هستید؛
بدانید سیستم شما دچار بحران است و بزرگترین نشانه افول در شرکت شما پدید آمده:
وابسته شدن شرکت به شخص شما.
- همیشه با دو گروه از افراد مشورت کنید: افراد آگاه در رشته خودتان و افراد ناآگاه در رشته خودتان. افراد ناآگاه زوایای پنهان را که به دلیل واضح بودن بیش از حد از دید افراد متخصص و آگاه دور می ماند به راحتی می بینند و در ضمن چون در قید و بند چهارچوبهای رشته کاری شما نیستند، به شما ایده های خلاقانه می دهند.
- بدانید و آگاه باشید در کسب و کار همیشه دو چیز را کم خواهید داشت: اول: پرسنل متخصص کارآمد و دوم: فضای کار
- هر جا فرد متخصص مناسب دیدید او را استخدام کنید. فرصتها اگر از دست بروند دیگر بدست نخواهند آمد.
- اگر مشتری از شما شکایت نکرد خیلی بترسید چون بهترین طراح و بهینه کننده محصول خود را از دست داده اید.
- اگر رقبا از شما بدگویی کردند خوشحال باشید؛ ولیکن اگر زبانم لال تقوای الهی از کف دادید و از رقبایتان بدگویی کردید اول به فکر توبه نصوح باشید، دوم به فکر اصلاح خود.
- اگر به شما گفته شد: “شما تنها شرکتی هستید که از آن قیمت گرفته ایم” بدانید آخرین شرکتی هستید که از شما استعلام شده است.
- در فیلم پدرخوانده ۱، نصحیت هایی از جانب پدرخوانده مطرح شده که با اندکی ویرایش برای کسب و کار متناسب می شود:
- به دوستانت نزديك باش و به رقبایت نزديكتر.
- از رقیبت نفرت نداشته باش، چرا كه نفرت جلوي تعقل را ميگيرد.
- يكي از با ارزشترين سرمايههاي انسان داشتن دوستاني با نفوذ است.
- اگر بدانید که یک کار ۲۰ میلیون تومانی، یک کار ۲۰۰ میلیون تومانی و یک کار دو میلیارد تومانی هر سه، یک مقدار وقت از شما می گیرند حداقل سراغ کارهای ۲۰ میلیون تومانی نمی روید. البته می دانم که آدم اگر ناچار باشد وسط دریا از ترس کوسه به درخت چنگ خواهد زد.
- همیشه سعی کنید سایه بلا بر سرتان باشد[۵].
- با هر روشی که صلاح می دانید به فکر ایجاد نشاط و فعالیت ورزشی برای خود باشید، وگرنه؛
رحم الله من یقراء لکم فاتحه مع الصلوات
[۱] این جمله به دلیل ایهام عمیقی که در آن است، عمیق تر از آن است که وصف شود.
[۲] از گفته های استاد ارجمندم آقای دکتر عبدالله
[۳] از گفته های استاد ارجمندم آقای مهندس بهمن پور
[۴] کنفوسیوس گفته:
Tell me, I’ll forget
Show me, I’ll remember
Involve me, I’ll understand
[۵] باز هم این جمله به دلیل ایهام عمیقی که در آن است، عمیق تر از آن است که وصف شود.
The post “نکتههای کوچک زندگی مهندسی” در مدیریت کسب و کار appeared first on شرکت پویاکاران راد.
]]>The post معرفی مدل جدید فرز سنتر عمودی VMC-1160L appeared first on شرکت پویاکاران راد.
]]>افزایش کورس حرکتی محور Y به ۶۰۰mm که نقطه شروع بهبود و ارتقاء در این مدل نسبت به مدلهای جایگزین بوده، باعث شده است این ماشین دارای ابعادی ایده آل و پرکاربرد برای قالبسازی باشد. هر چند که ویژگی های آن به ویژه در صورت نصب مکانیزم تعویض خودکار ابزار از نوع بازویی، برای کاربرد قطعه سازی در این ابعاد حرکتی نیز مناسب می باشد.
طراحی این مدل تحت نظارت مهندسان آلمانی انجام شده و بهبودهای ریز و درشت و پیدا و پنهان بسیاری در آن نسبت به مدلهای جایگزین ایجاد شده است. از بهبودهای بزرگ که اغلب از دید کاربران پنهان می ماند، بهبود در دیواره های تقویتی داخل قطعات ریخته گری بدنه است که بدون آنکه به چشم بیاید باعث افزایش قابل توجه صلبیت ماشین شده است. همچنین افزایش مشهود نیم تنی وزن آن نسبت به مدلهای جایگزین در کنار تقویت هندسی انجام شده، صلبیت ماشین و مقاومت در برابر ارتعاشات را افزایش داده که باعث افزایش سرعت ماشین و کاهش عمر ابزار می گردد.
در این مدل ریلها از نوع ساچمهای به رولر تبدیل شده که باعث افزایش صلبیت و کاهش ارتعاشات و لرزش ابزار و در نتیجه افزایش عمر ماشین و ابزار می گردد. همچنین این بهبود باعث شده وزن قابل تحمل میز از ۶۵۰ کیلوگرم در مدل قبلی به ۸۰۰ کیلوگرم افزایش یابد. همچنین ملاک کارکرد پمپ برای روغنکاری ریلها از زمانی به طول مسیر حرکت محورها تغییر کرده است. این روش باعث میشود مصرف روغن در زمانی که دستگاه روشن است ولی محورها حرکت نمی کنند به صفر برسد و فقط زمانی که محورها در حرکت هستند با توجه به مسیر طی شده روغنکاری صورت گیرد و در مصرف روغن (کاهش هزینه) و حفظ محیط زیست کمک شایانی کند. یکی از مهمترین بهبودهای انجام شده که تاثیر مستقیم بر افزایش سرعت ماشینکاری در این مدل دارد، استفاده از اسپیندل ۱۲۰۰۰rpm کوپل مستقیم به جای اسپیندل ۱۰۰۰۰rpm تسمه ای در تجهیزات استاندارد ماشین است. این ویژگی در مدلهایی قبلی در فهرست تجهیزات انتخابی و تنها با پرداخت هزینه اضافه قابل نصب بود. کوپل مستقیم به جای تسمه باعث افزایش راندمان و کاهش نویز و ارتعاش شده و در قلاویزکاری نیز دقت و سرعت قلاویزکاری را افزایش می دهد. همچنین استهلاک و ا نیاز به تعمیر و نگهداری کاهش می یابد. در کنار بهبودهای مکانیکی، توان موتورهای محورهای X و Y از ۲٫۷KW به ۳٫۱KW افزایش یافته است. همچنین توان موتور اسپیندل از ۷/۱۰KW به ۹/۲۲KW افزایش یافته است. استفاده از موتورهای پرقدرت تر، باعث افزایش سرعت و عمر دستگاه می گردد. همانگونه که دیده می شود علاوه بر افزایش توان موتور در حال duty-cycle 100%، از ۷ به ۹ کیلووات، میزان حداکثر توان قابل بهره برداری از اسپیندل در مدت ۳۰ دقیقه نیز از ۱۰ به ۲۲ کیلووات افزایش یافته است. مکانیزم قطع برق دستگاه در هنگام پایان کار برنامه (Auto-power off) که قبلا جزو تجهیزات انتخابی بود، در این مدل به فهرست تجهیزات استاندارد افزوده شده است. این مکانیزم برای کار ماشین در ساعتهای شب تا صبح برای قالبسازان بسیار مفید بوده و با خاموش کردن کل ماشین پس از پایان برنامه، در مصرف انرژی و روغن صرفه جویی می نماید.
جدول خلاصه بهبودهای انجام شده
| VMC-1160L | VMC-1156L | مزیت بهبود | |
| ابعاد حرکتی | ۱۱۰۰x600x600 | ۱۱۰۰x550x600 | افزایش کورس محور Y |
| وزن (ton) | ۶٫۵ | ۶ | صلبیت بیشتر در نیتجه عمر بیشتر ماشین و ابزار |
| دور اسپیندل (rpm) | ۱۲,۰۰۰ | ۱۰,۰۰۰ | سرعت بالاتر |
| توان موتور اسپیندل (Kw) | ۹/۲۲ | ۷/۱۰ | افزایش حجم براده برادری و در نتیجه سرعت بالاتر |
| انتقال قدرت اسپیندل | کوپل مستقیم | تسمه ای | صدا و ارتعاش کمتر، قلاویزکاری سریعتر و دقیق تر |
| نوع ریلها (نوع Linear way) | رولر | ساچمه | صلبیت و عمر بیشتر – وزن قابل تحمل روی میز بیشتر |
| وزن قابل تحمل میز (Kg) | ۸۰۰ | ۶۵۰ | |
| قابلیت نصب خط کش کدی | دارد | ندارد | قابلیت دستیابی به دقت بالاتر در کاربردهای خاص |
| ملاک روغنکاری ریلها | بر مبنای مسیر | بر مبنای زمان | کاهش مصرف روغن، کاهش آلایندگی محیط زیست |
| قابلیت Auto-power off | استاندارد | انتخابی |
The post معرفی مدل جدید فرز سنتر عمودی VMC-1160L appeared first on شرکت پویاکاران راد.
]]>