The post استفاده از کولت گیر برای تعویض ابزار appeared first on شرکت پویاکاران راد.
]]>موقعیت عمودی برای باز و بستن مهره فشنگی و موقعیت افقی برای باز و بستن پیچ دنباله ابزار (pull stud) است.
برای تعویض اینسرت های روی ابزارگیر بسته به طرح ابزار از هر موقعیت که مناسب باشد می توان استفاده کرد
خرید اینترنتی کولت گیر در وبسایت پویاکالاکلیپ آموزش استفاده از کولت گیر
The post استفاده از کولت گیر برای تعویض ابزار appeared first on شرکت پویاکاران راد.
]]>The post تعمیر (overhaul) اسپیندل دستگاه فرز بورینگ floor type اشکودا توسط کارشناسان شرکت پرسل از جمهوری چک appeared first on شرکت پویاکاران راد.
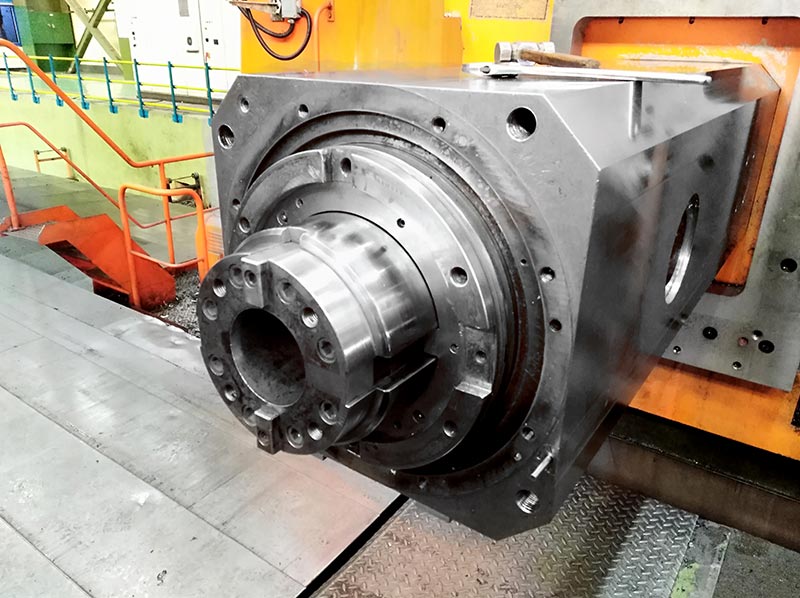
]]>شرکت پرسل (PRESSL) از جمهوری چک شرکت تخصصی و توانمند در زمینه تعمیر و نوسازی ماشین های ابزار CNC سنگین است. این شرکت متعلق به شرکت فرمت (Fermat) از جمهوری چک است که با قدمتی یکصد ساله در تولید ماشین ابزارهای فرز بورینگ سنگین از نوع table type و floor type و دروازه ای مشغول فعالیت می باشد.
با اجرای این قرارداد همکاری، شرکت پویاکار می تواند با بهره گیری از دانش فنی روز اروپا و پرسنل باتجربه شرکت پرسل که سابقه چندین دهه فعالیت در صنعت ماشین ابزار کشور چک دارند، خدمات خود را چه نظر کیفی و چه از نظر کمی توسعه دهد.
اجرای پروژه های نوسازی ماشین ابزارهای سنگین CNC در ایران تحت لیسانس و با مشارکت پرسل خواهد بود.
اجرای اولین پروژه بتوسط پرسل در ایران، تعمیر اساسی اسپیندل یک دستگاه بزرگ فرز بورینگ floor type اشکودا بود که به طور موفقیت آمیز خاتمه یافت.
گالری تصاویر























ویدئو: تعمیر اسپیندل دستگاه فرز بورینگ floor type اشکودا
The post تعمیر (overhaul) اسپیندل دستگاه فرز بورینگ floor type اشکودا توسط کارشناسان شرکت پرسل از جمهوری چک appeared first on شرکت پویاکاران راد.
]]>The post بررسی میزان توازی سطح میز با راستای حرکت طولی و عرضی محورها appeared first on شرکت پویاکاران راد.
]]>این تست به سادگی به کمک یک ساعت اندازه گیری معمولی و مطابق شکلها انجام پذیر است. در صورتی که عدد اندازهگیری شده بیش از ۰٫۰۳ – ۰٫۰۴ میلیمتر در طول یا عرض میز باشد، بایستی از تعمیرکار دستگاه درخواست بررسی منابع بروز خطا و رفع آن گردد.
یکی از منابع بروز این خطا خرابی کشوییها می باشد که اثر خود را در این عیب نشان میدهد.
خرید اینترنتی ساعت اندازه گیری Dial Indicator
The post بررسی میزان توازی سطح میز با راستای حرکت طولی و عرضی محورها appeared first on شرکت پویاکاران راد.
]]>The post اثر نامطلوب استفاده از روغن هیدرولیک به جای روغن مخصوص روانکاری ریل ها appeared first on شرکت پویاکاران راد.
]]>برای مطالعه مطلب مربوط به چک کردن سیستم روغنکاری دستگاههای CNC اینجا کلیک کنید.
برای تهیه روغن بهران مقاوم K68 در بسته بندی های ۲۰ لیتری میتوانید به وبسایت پویاکالا مراجعه کنید:
خرید اینترنتی روغن بهران مقاوم K68ویدئو: طریقه ریست و چک کردن سیستم روغنکاری فرز CNC
The post اثر نامطلوب استفاده از روغن هیدرولیک به جای روغن مخصوص روانکاری ریل ها appeared first on شرکت پویاکاران راد.
]]>The post نکات سرویسهای پیشگیرانه سیستم روغنکاری ماشینابزار appeared first on شرکت پویاکاران راد.
]]>در صورت خرابی سیستم روغنکاری و نرسیدن روغن به اجزای نامبرده حتی در مدت زمان کوتاه، فرسایش قابل توجهی در این اجزاء ایجاد میگردد. در بال اسکرو موجب خوردگی ساچمه و یا پیچ و مهره شده و به ویژه در کشوییهای Box way منجر به خوردگی تورسیتهای کشوییها و پس از مدتی منجر به خوردگی سطح چدنی ریل میگردد. تعمیر و بازگرداندن دقت به ویژه زمانی که سطح ریلها خورده شده باشد و نیازمند سنگزنی باشد بسیار هزینه بر و زمان بر است.
با بررسی پیوسته و وسواسگونه سیستم روغنکاری میتوان با صرف هزینه بسیار کم از بروز عیوب بزرگ در اجزای دقتی دستگاه جلوگیری گردد. اقدامهای پیشگیرانه زیر برای اطمینان از سلامت سیستم روغنکاری توصیه میگردد:
-
- انجام بازدیدهای دورهای سالانه؛ تمیزکاری و سرویسهای کامل سیستم روغنکاری. برخی عیوب جز با باز کردن و بررسی جزء به جزء اجزای سیستم روغنکاری قابل تشخیص و رفع نیست. بهتر است این کار توسط سرویسکار مجرب شرکت سازنده دستگاه انجام شود
- تنها استفاده از روغن مخصوص روانکاری ریلهای ماشین ابزار مانند بهران مقاوم K68
- استفاده از صافی هنگام پرکردن مخزن روغن دستگاه
- افزودن یک فیلتر بعد از پمپ روغنکاری (پرهیز از ورود آلودگیهای احتمالی داخل مخزن روغن به دیگر اجزای سیستم روغنکاری)
- چند بار روغن کاری دستی دستگاه در ابتدای ساعت کاری. این کار دو مزیت دارد:
- اطمینان از کارکرد پمپ. ممکن است برخی ماشین ها برای قطع برق پمپ یا سوختن پمپ، آلارم ندهند و آگاهی از کار نکردن پمپ دیر رخ دهد.
- روغنکاری بیشتر در ابتدای کار. در طول کار به دلیل روغنکاری پیوسته، حجم انباشتهای از روغن روی اجزاء وجود دارد و لیکن در ابتدای کار و با توجه به فاصله روغنکاری زمانی (برای ماشینهای در اندازه متوسط حدود ۴۵-۳۰ دقیقه) مدتی طول میکشد تا حجم انباشتهای از روغن روی اجزاء بوجود آید.
رعایت مورد ۵ برای ماشینهای Box way اهمیت و ارزش بیشتری دارد. چرا که این نوع ریلها هم به روغنکاری بیشتری نیاز دارند و هم به عدم روغنکاری حساستر هستند. جبران فرسودگی و بی دقتی ریلها ناشی از عدم روغنکاری نیز نیازمند صرف هزینههای بالاتری نسبت به ریلهای Linear است.
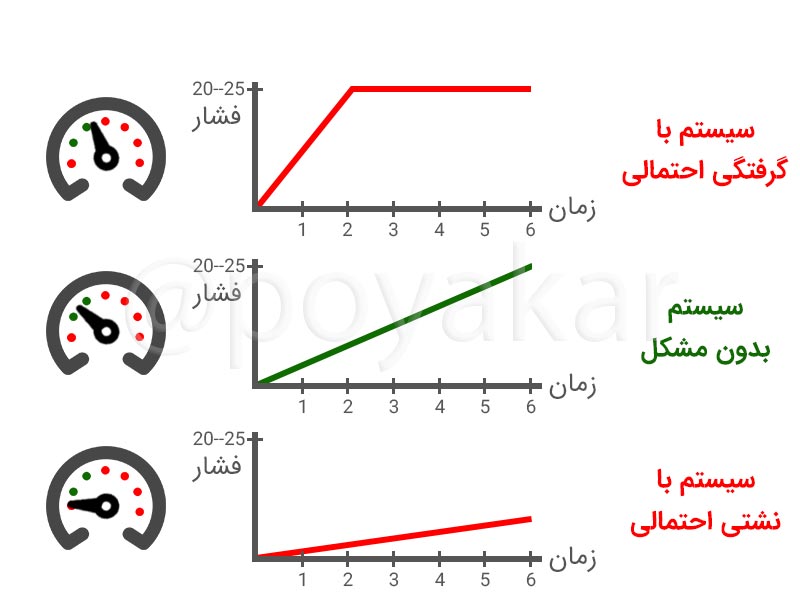
- کنترل نمودار تغییرات فشار روغن از روی فشارسنج تعبیه شده روی پمپ هنگام روغنکاری دستی ابتدای کار دستگاه. (رجوع به فیلم) در صورتی که فشار پمپ به فشار لازم دستگاه نرسد یا دیر برسد نشانه نشتی در سیستم روغنکاری و در صورتی که فشار پمپ سریع به فشار لازم برسد (حدود ۲۵-۲۰ بار) نشان دهنده گرفتگی در سیستم میباشد.
- کنترل روند روزانه کاهش سطح مخزن روغن. در صورتیکه پس از چند روز کاری سطح مخزن روغن پایین نمیرود (روغن مصرف نمیشود یا کم مصرف میشود)، نشانه گرفتگی و در صورتیکه سطح مخزن روغن به سرعت پایین رود (مصرف زیاد روغن)، نشانه نشتی در سیستم میباشد.
- اطمینان از ریخته شدن روغن از انتهای ریل ها (به طور یکنواخت از هر دو ریل) و زیر بال اسکرو ها که نشان دهنده کارکرد درست همه اجزای سیستم است.
به شما مطالعه مطلب اثر نامطلوب استفاده از روغن هیدرولیک به جای روغن مخصوص روانکاری ریل ها را نیز توصیه میکنیم.
ویدئو: طریقه ریست و چک کردن سیستم روغنکاری فرز CNC
The post نکات سرویسهای پیشگیرانه سیستم روغنکاری ماشینابزار appeared first on شرکت پویاکاران راد.
]]>The post بخش دوم: خطای کوسینوسی در ساعت های اندازه گیری appeared first on شرکت پویاکاران راد.
]]>در مورد خطای اندازهگیری ساعت اندازهگیری معمولی در حالت افقی در مطلب “کالیبراسیون و ساعت اندازهگیری” (مطلب در سایت، مطلب در تلگرام) صحبت شد. در این مطلب درباره خطای کوسینوسی در ساعت های اندازهگیری شیطانکی صبحت می شود.
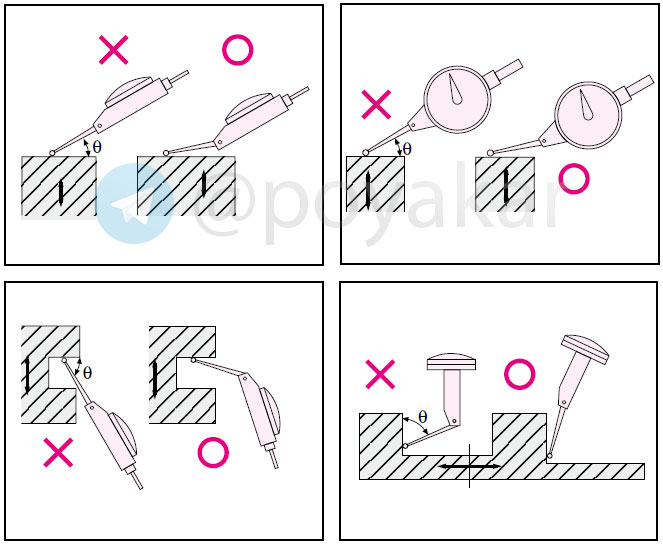
در ساعت اندازهگیری معمولی خطای کوسینوسی هنگامی رخ می دهد که سوزن ساعت با راستای اندازهگیری (که عمود بر سطح کار است) زاویه داشته باشد. ممکن است تصور شود که در ساعت شیطانکی این خطا وجود ندارد. اما در این ساعت نیز همانند نوع معمولی آن خطای کوسینوسی در نمایش اندازه وجود دارد. برای پرهیز از خطای کوسینوسی در ساعت شیطانکی، زاویه سوزن ساعت نسبت به سطح اندازهگیری (Ѳ) باید به حداقل مقدار ممکن برسد. در شکل شیوه به حداقل رساندن این زاویه در موقعیت های مختلف اندازهگیری نشان داده شده است.
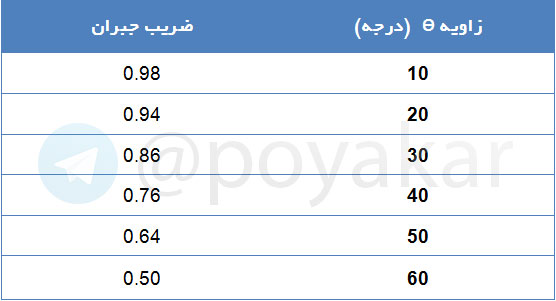
در صورتی که موقعیت قرارگیری ساعت به نحوی نبود که بتوان زاویه Ѳ را به حداقل رساند، بایستی عدد خوانده شده از ساعت در ضریب جبران که همان کوسینوس زاویه است (جدول زیر) ضرب شود تا اندازه درست حاصل شود. همانطور که از جدول دیده می شود در صورتی که زاویه به ۶۰ درجه برسد، عدد خوانده شده از روی ساعت دو برابر مقدار واقعی است. یعنی ساعت اندازه را دو برابر بزرگتر از آنچه واقعا هست نشان می دهد.
The post بخش دوم: خطای کوسینوسی در ساعت های اندازه گیری appeared first on شرکت پویاکاران راد.
]]>The post انتخاب پارامترهای ماشینکاری برای دستیابی به صافی سطح مناسب در پرداخت نهایی سطوح حفره های قالب appeared first on شرکت پویاکاران راد.
]]>برای محاسبه صافی سطح، ابتدا می توان با توجه به عدد زبری سطح مورد نیاز، میزان عمق چاله های حاصل از عمق بار جانبی (h) را از طریق فرمول زیر محاسبه کرده، از طریق آن مقدار ae را بدست آورد.
در فرمول زیر:
- R شعاع ابزار سرکروی است.
- پارامتر h در نرم افزار CATIA با عنوان Scallop height شناخته می شود.
- پارامتر ae (عمق بار جانبی) در نرم افزار CATIA با عنوان Stepover شناخته می شود.

یکی از پرسشهایی که در این زمینه وجود دارد این است که پیشروی را چه عددی بایستی انتخاب کرد؟
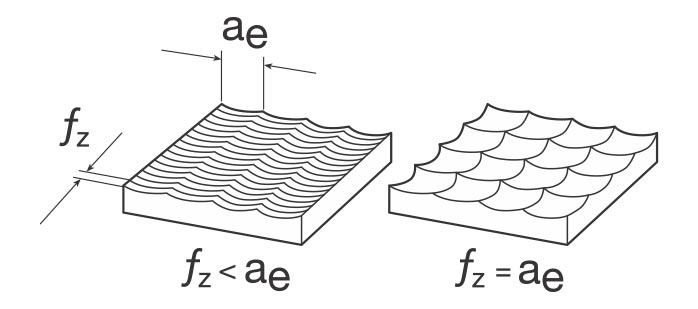
به عنوان یک رابطه سرانگشتی بهتر است fz=ae در نظر گرفته شود.
پیشروی (F) از ae با فرمول زیر محاسبه می شود که در آن n دور اسپیندل و z تعداد لبه های ابزار است:
F = n x fz x z
استفاده از رابطه fz=ae مزایای زیر را به دنبال خواهد داشت (به شکل زیر توجه شود):
- سطحی بسیار صاف و هموار و یکنواخت در تمام جهات
- آسانی پولیش کردن سطحی با بافت متقارن، با توجه به داشتن نقاط قله و دره با توزیع فواصل یکسان و متقارن
- زمان ماشینکاری کوتاه و رقابتی
- افزایش سطح بارپذیری حفره قالب و در نتیجه افزایش عمر قالب
منبع: راهنمای کاربری شرکت سندویک sandvik
The post انتخاب پارامترهای ماشینکاری برای دستیابی به صافی سطح مناسب در پرداخت نهایی سطوح حفره های قالب appeared first on شرکت پویاکاران راد.
]]>The post کالیبراسیون زد یاب | Z zero setter calibration appeared first on شرکت پویاکاران راد.
]]>قبل از استفاده از زد یاب (Z zero setter) بایستی مطمئن شد هنگامی که صفحه متحرک در تماس با ابزار در ارتفاع ۵۰mm قرار گرفت، عقربه ساعت اندازه گیری زد یاب روی صفر باشد. اگر این تنظیم صورت نگیرد در تعیین صفر Z قطعه کار موقع ماشینکاری خطا ایجاد خواهد شد
برای اطمینان از قرار گرفتن صفحه متحرک در ارتفاع ۵۰mm، می توان از یک میلگرد سنگ خورده که در جعبه زد یاب (Z zero setter) وجود دارد استفاده نمود.
در فیلم آموزشی زیر میتوانید شیوه این کار را ببینید.
برای خرید اینترنتی زد یاب (Z zero setter) و دیگر ابزارها و ملزومات ماشینکاری CNC به سایت پویاکالا به آدرس www.poyakala.com سر بزنید.
ویدئوی آموزشی
The post کالیبراسیون زد یاب | Z zero setter calibration appeared first on شرکت پویاکاران راد.
]]>قسمت اول: معرفی پروب های اندازه گیری
پروب های اندازه گیری جزو سیستم های جنبی ماشین ابزار CNC (فرز CNC، تراش CNC، سنگ CNC و…) هستند که با نصب روی ماشین ابزار، می توان ماشین را (البته با محدودیت هایی) تبدیل به یک ماشین CMM (ماشین اندازه گیری) نمود و قطعه کار را روی ماشین و حین ماشینکاری اندازه گیری کرد. یکی از پرکاربردترین این پروب ها، نوع تماسی آن است.
سیستم اندازه گیری (measurement) از دو بخش فیزیکی تشکیل شده است:
پروب(prob): که روی اسپیندل فرز یا تارت تراش یا دیگر بخش های ماشین ابزار نصب میشود.
گیرنده (Receiver): که از طریق نوری، رادویی یا سیم اطلاعات را از پروب می گیرد و به کنترلر ماشین ابزار CNC می فرستد.
این پروب ها روی انواع ماشین ابزار؛ فرز، تراش، سنگ و ماشین های چند کاره قابل نصب می باشند و در موارد زیر مورد استفاده قرار میگیرند:
- یافتن سطوح مبنا (datum surfaces)
- یافتن خطاهای ناشی از فرسایش ابزار (Tool erosion)
- یافتن خطاهای تغییر شکل قطعه کار ناشی از نیروهای ماشینکاری
ادامه دارد…

The post پروب های اندازه گیری روی ماشین ابزار CNC (فرز CNC، تراش CNC، سنگ CNC و…) appeared first on شرکت پویاکاران راد.
]]>The post کابرد کف تراشهای بدنه آلومینیومی در ماشینکاری سرعت بالای CNC appeared first on شرکت پویاکاران راد.
]]>هر چند شاید اندکی عجیب به نظر برسد ولیکن چند سالی است که بدنه برخی کف تراشها از آلیاژ استحکام بالای آلومینیوم پوشش داده شده (برای داشتن سطحی سخت) ساخته می شود. کف تراشهای بدنه آلومینیومی در فرزکاری CNC برای کف تراشی فلزات غیر آهنی (مانند آلومینیوم، برنج، مس و فسفر برنز) یا پلاستیک استفاده میشود.
با استفاده از این کف تراشها استفاده از ابزارهای با قطر بالا روی ماشین های کوچک )مثلا با اسپیندل BT30) نیز امکانپذیر میگردد. به عنوان مثال با بدنه آلومینیومی میتوان کف گرد با قطر ۱۲۵mm روی ماشین کوچکی با اسپیندل BT30 استفاده کرد. لازم به ذکر است که وزن ابزار گیر در مکانیزم تعویض ابزار در ماشینهای کوچک خود یکی از دلایل محدود کننده قطر ابزارها میباشد.
بنا به دلایل زیر قابلیت (سرعت) تولید با افزایش قطر، افزایش می یابد:
- سطحی که در یک مسیر حرکت جارو می شود بیشتر است، لذا با طی مسیر یکسان، حجم باربرداری افزایش می یابد.
- سرعت محیطی لبه برنده در دور یکسان افزایش می یابد. لذا می توان پیشروی را نیز افزایش داد و از این طریق حجم باربرداری افزایش می یابد.
محدودیت در توان اسپیندل؟
از آنجا که با این کفگردها روی فلزات نرم ماشینکاری انجام می شود لذا توان اسپیندل محدودیتی به شمار نمی آید.
دستیابی به صافی سطح بالاتر نیز با کفتراشهای بدنه آلومینیومی قابل حصول است. با بدنه آلومینیومی سبکتر، هم امکان کار در دورهای بالاتر فراهم است و هم ارتعاشات در دورهای بالاتر کمتر؛ لذا صافی سطح بهتری بدست میآید. در ارتعاشات کم، عمر ابزار نیز افزایش مییابد.
استفاده از اینسترت های PCD
استفاده از اینسترت های PCD در کفتراشهای بدنه آلومینیومی مرسوم است هم از جهت ضریب اصطکاک و چسبندگی کم این جنس اینسرت با مواد غیر آهنی و هم از توان کارکرد PCD در دورهای بالاتر.
در کف گردهای بدنه آلومینیومی گاهی اوقات اینسترت ها به طور مستقیم روی سطح آلومینیوم می نشیند و گاهی اوقات با کمک یک کارتریج قابل تنظیم فولادی. به مظور حفاظت از روزهها، از هلی کویل های استیل کار گذاشته شده در داخل بدنه آلومینیومی برای پیچ نگهدارنده اینسرت استفاده میشود.
این نوع کفگردها (به غیر از سبکی) معمولا با رنگ های شاد بدنه قابل تشخیص از بدنههای فولادی هستند.
لازم به یادآوری است که یکی از اهداف اولیه و امروزی ماشینکاری CNC ساخت قطعات با سرعت بالاست. لذا تکنولوژی پیوسته به این سمت می رود که امکان فرزکاری (ماشینکاری) سرعت بالا (HSM) را فراهم کند. از این رو است که بر خلاف بازار داخلی، در کشورهای دارای صنعت ساخت پیشرفته ماشینهای فرز CNC با اسپیندلهای BT30 خواهان زیاد دارند. چرا که با اسپیندلهای سبک تر میتوان با دورهای بالاتر ماشینکاری CNC انجام داد. با ثابت نگه داشتن بار به ازای هر دندانه، دور بالا منجر به پیشروی بالا و در نهایت کاهش زمان ماشینکاری می گردد. کف تراش های بدنه آلومینیومی ابزارهایی هستند که این امکان را برای ماشین های کوچک و با اسپیندل BT30 که مستعدتر هستند، فراهم آورده اند.
The post کابرد کف تراشهای بدنه آلومینیومی در ماشینکاری سرعت بالای CNC appeared first on شرکت پویاکاران راد.
]]>