

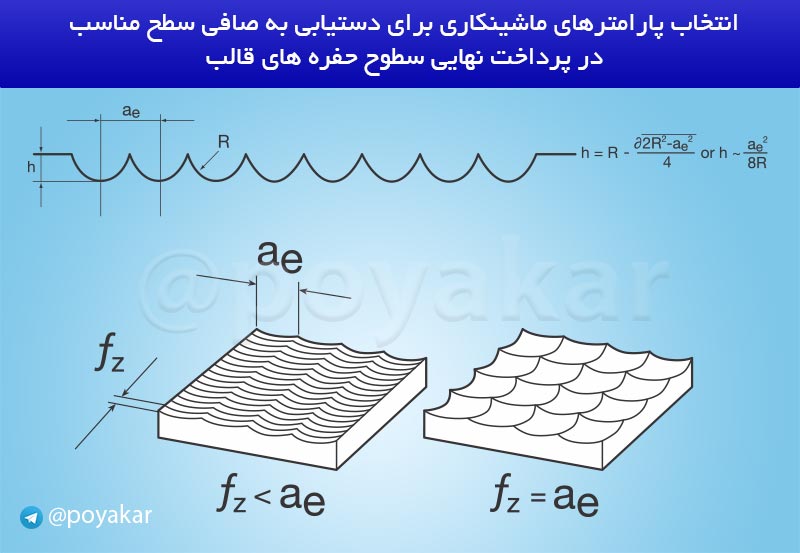
در مرحله پرداخت نهایی سطوح حفره های قالب به ویژه در کاربرد ماشینکاری سریع (HSM)، هدف دستیابی به دقت هندسی و ابعادی خوب است و در کنار آن کاهش یا حذف مرحله پولیش کاری دستی. لذا بایستی با انتخاب درست پارامترهای ماشینکاری، به صافی سطح مطلوب دست پیدا کرد.
برای محاسبه صافی سطح، ابتدا می توان با توجه به عدد زبری سطح مورد نیاز، میزان عمق چاله های حاصل از عمق بار جانبی (h) را از طریق فرمول زیر محاسبه کرده، از طریق آن مقدار ae را بدست آورد.
در فرمول زیر:
- R شعاع ابزار سرکروی است.
- پارامتر h در نرم افزار CATIA با عنوان Scallop height شناخته می شود.
- پارامتر ae (عمق بار جانبی) در نرم افزار CATIA با عنوان Stepover شناخته می شود.

یکی از پرسشهایی که در این زمینه وجود دارد این است که پیشروی را چه عددی بایستی انتخاب کرد؟
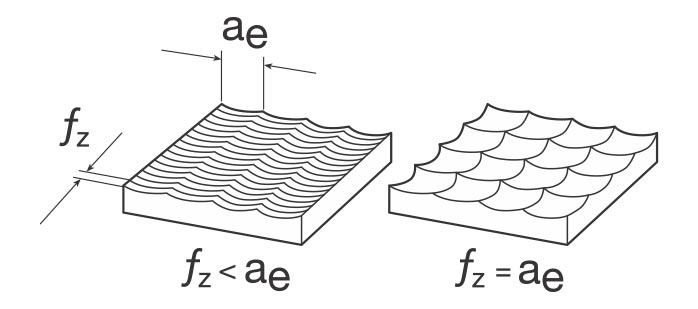
به عنوان یک رابطه سرانگشتی بهتر است fz=ae در نظر گرفته شود.
پیشروی (F) از ae با فرمول زیر محاسبه می شود که در آن n دور اسپیندل و z تعداد لبه های ابزار است:
F = n x fz x z
استفاده از رابطه fz=ae مزایای زیر را به دنبال خواهد داشت (به شکل زیر توجه شود):
- سطحی بسیار صاف و هموار و یکنواخت در تمام جهات
- آسانی پولیش کردن سطحی با بافت متقارن، با توجه به داشتن نقاط قله و دره با توزیع فواصل یکسان و متقارن
- زمان ماشینکاری کوتاه و رقابتی
- افزایش سطح بارپذیری حفره قالب و در نتیجه افزایش عمر قالب
منبع: راهنمای کاربری شرکت سندویک sandvik

 English
English
سلام فرمول مخصوص تراش cnc چی میشه برای رسیدن ب صافی سطح مورد نظر؟