


سیستم روغنکاری قلب یک ماشین ابزار محسوب میگردد. اطمینان از سلامت این سیستم ضامن حفظ سلامت اجزای مهم ماشین مانند کشوییها (ریل ها) و بال اسکروها میباشد که دقت دستگاه وابسته به آنها است.
در صورت خرابی سیستم روغنکاری و نرسیدن روغن به اجزای نامبرده حتی در مدت زمان کوتاه، فرسایش قابل توجهی در این اجزاء ایجاد میگردد. در بال اسکرو موجب خوردگی ساچمه و یا پیچ و مهره شده و به ویژه در کشوییهای Box way منجر به خوردگی تورسیتهای کشوییها و پس از مدتی منجر به خوردگی سطح چدنی ریل میگردد. تعمیر و بازگرداندن دقت به ویژه زمانی که سطح ریلها خورده شده باشد و نیازمند سنگزنی باشد بسیار هزینه بر و زمان بر است.
با بررسی پیوسته و وسواسگونه سیستم روغنکاری میتوان با صرف هزینه بسیار کم از بروز عیوب بزرگ در اجزای دقتی دستگاه جلوگیری گردد. اقدامهای پیشگیرانه زیر برای اطمینان از سلامت سیستم روغنکاری توصیه میگردد:
-
- انجام بازدیدهای دورهای سالانه؛ تمیزکاری و سرویسهای کامل سیستم روغنکاری. برخی عیوب جز با باز کردن و بررسی جزء به جزء اجزای سیستم روغنکاری قابل تشخیص و رفع نیست. بهتر است این کار توسط سرویسکار مجرب شرکت سازنده دستگاه انجام شود
- تنها استفاده از روغن مخصوص روانکاری ریلهای ماشین ابزار مانند بهران مقاوم K68
- استفاده از صافی هنگام پرکردن مخزن روغن دستگاه
- افزودن یک فیلتر بعد از پمپ روغنکاری (پرهیز از ورود آلودگیهای احتمالی داخل مخزن روغن به دیگر اجزای سیستم روغنکاری)
- چند بار روغن کاری دستی دستگاه در ابتدای ساعت کاری. این کار دو مزیت دارد:
- اطمینان از کارکرد پمپ. ممکن است برخی ماشین ها برای قطع برق پمپ یا سوختن پمپ، آلارم ندهند و آگاهی از کار نکردن پمپ دیر رخ دهد.
- روغنکاری بیشتر در ابتدای کار. در طول کار به دلیل روغنکاری پیوسته، حجم انباشتهای از روغن روی اجزاء وجود دارد و لیکن در ابتدای کار و با توجه به فاصله روغنکاری زمانی (برای ماشینهای در اندازه متوسط حدود ۴۵-۳۰ دقیقه) مدتی طول میکشد تا حجم انباشتهای از روغن روی اجزاء بوجود آید.
رعایت مورد ۵ برای ماشینهای Box way اهمیت و ارزش بیشتری دارد. چرا که این نوع ریلها هم به روغنکاری بیشتری نیاز دارند و هم به عدم روغنکاری حساستر هستند. جبران فرسودگی و بی دقتی ریلها ناشی از عدم روغنکاری نیز نیازمند صرف هزینههای بالاتری نسبت به ریلهای Linear است.
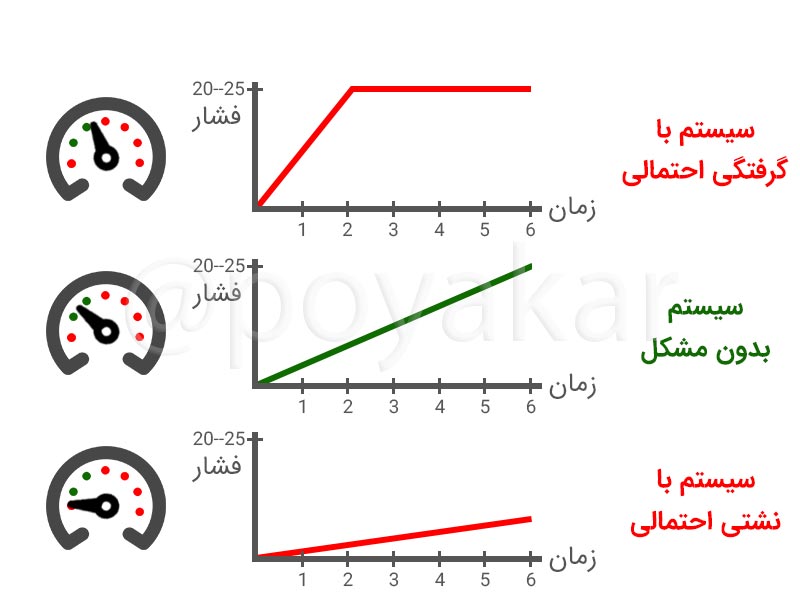
- کنترل نمودار تغییرات فشار روغن از روی فشارسنج تعبیه شده روی پمپ هنگام روغنکاری دستی ابتدای کار دستگاه. (رجوع به فیلم) در صورتی که فشار پمپ به فشار لازم دستگاه نرسد یا دیر برسد نشانه نشتی در سیستم روغنکاری و در صورتی که فشار پمپ سریع به فشار لازم برسد (حدود ۲۵-۲۰ بار) نشان دهنده گرفتگی در سیستم میباشد.
- کنترل روند روزانه کاهش سطح مخزن روغن. در صورتیکه پس از چند روز کاری سطح مخزن روغن پایین نمیرود (روغن مصرف نمیشود یا کم مصرف میشود)، نشانه گرفتگی و در صورتیکه سطح مخزن روغن به سرعت پایین رود (مصرف زیاد روغن)، نشانه نشتی در سیستم میباشد.
- اطمینان از ریخته شدن روغن از انتهای ریل ها (به طور یکنواخت از هر دو ریل) و زیر بال اسکرو ها که نشان دهنده کارکرد درست همه اجزای سیستم است.
به شما مطالعه مطلب اثر نامطلوب استفاده از روغن هیدرولیک به جای روغن مخصوص روانکاری ریل ها را نیز توصیه میکنیم.

 English
English
Pingback: اثر نامطلوب استفاده از روغن هیدرولیک به جای روغن مخصوص روانکاری ریل ها | شرکت پویاکاران راد
Pingback: بررسی میزان توازی سطح میز با راستای حرکت طولی و عرضی محورها | شرکت پویاکاران راد