


ماشین فرز سنتر عمودی VMC-745L به عنوان محصول جدید شرکت پویاکار و به عنوان جایگزین مدل VMC-640L تولید شده است. شروع عرضه این مدل از ابتدای بهار ۱۴۰۰ بوده و با افزایش تیراژ، تولید مدل مشابه قبلی (VMC-640L) در تابستان ۱۴۰۰ به طور کامل متوقف میگردد. مهمترین دلیل ایجاد این مدل درخواست مشتریان قالبسازی برای […]
22
دسامبر
دسامبر
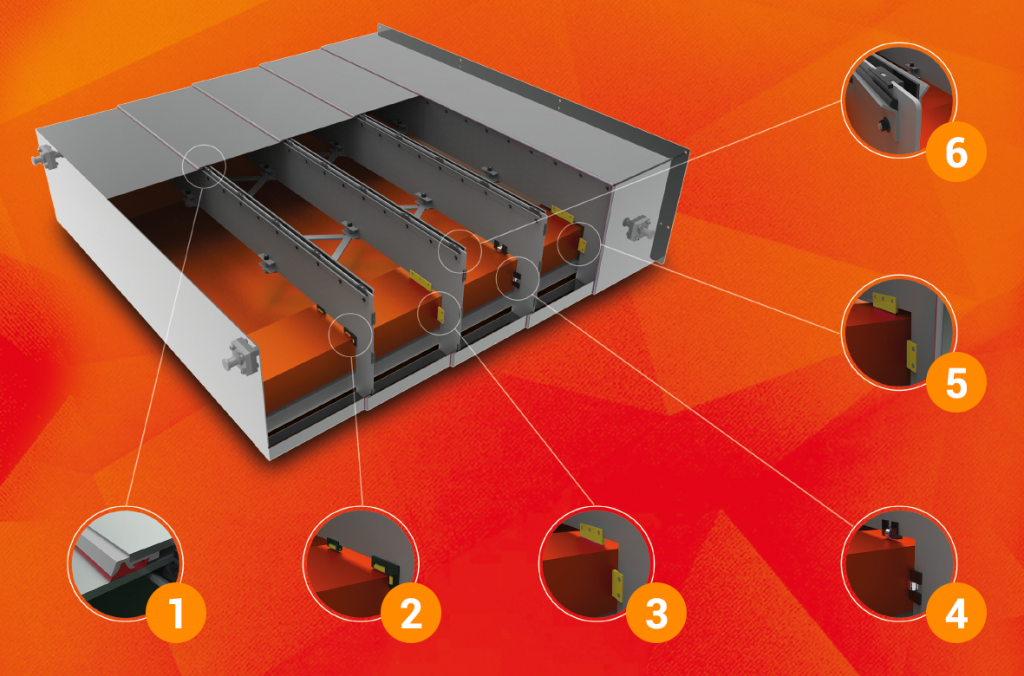
کاورهای تلسکوپی در ماشینهای ابزار وسیله حفاظت از ریلها، بال اسکروها و یا موتورهای محورهای حرکتی دستگاه را در برابر مایع خنککاری (آب صابون) و براده بر عهده دارند. به منظور ایجاد آببندی هر تکه کاور تلسکوپی نسبت به تکه دیگر، در لبه کاورها قطعهای جهت آببندی دو بخش کاور قرار دارد که […]
23
نوامبر
نوامبر
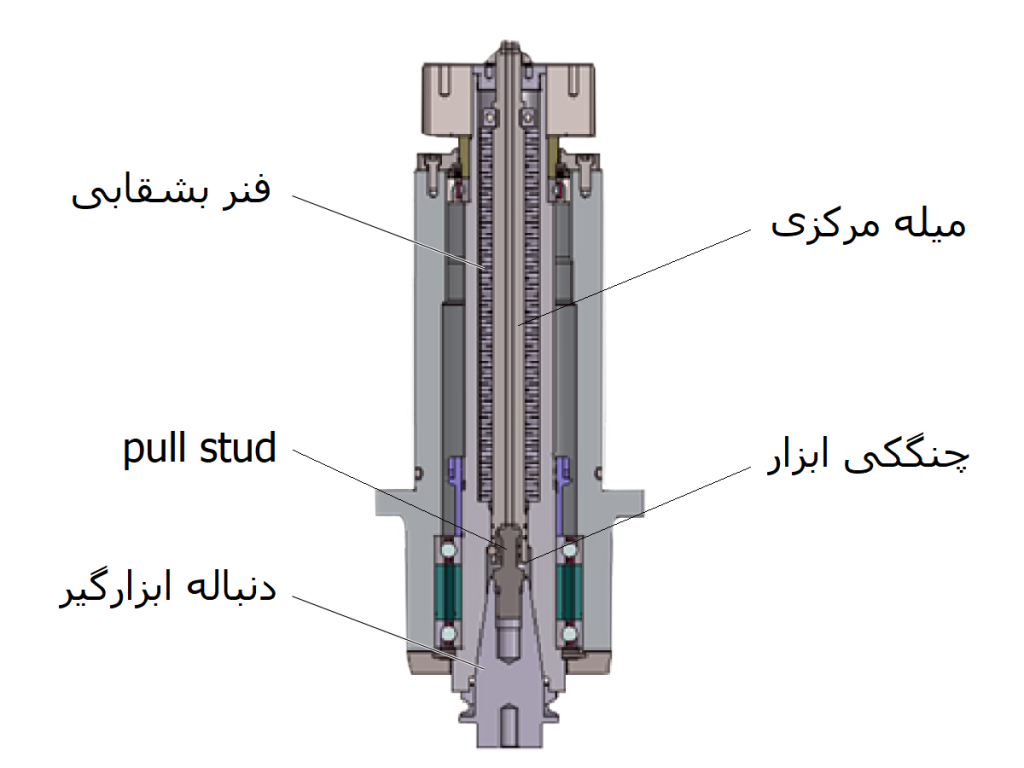
مکانیزم گیرش ابزار در اسپیندل ماشینهای ابزار با استفاده از فنر است. تا دورهای حدود ۱۲۰۰۰rpm معمولا از فنرهای بشقابی و در دورهای بالاتر از فنرهای پیچشی چند لایه استفاده میشود. استفاده از فنر در جهت حفظ ایمنی است تا در صورت قطع برق یا فشار سیستم پنوماتیک و هیدرولیک، مشکلی در گیرش ابزار رخ […]

01
ژانویه
ژانویه
سری مقالههای “تصمیمهای کوچک زندگی مهندسی” به قلم محمد معلمی مجموعه نوشتارهایی است که در آن سعي ميشود پارامترها و ملاك انتخاب اجزاي ماشين يا روشهاي انجام امور طراحي يا ساخت مورد بحث و بررسي و مقايسه قرار گيرد تا زمانی که مهندسان بر سر دو راهيهاي انتخاب روش قرار ميگيرند راهنمایی برای انتخاب داشته […]
01
ژانویه
ژانویه
سری مقالههای “تصمیمهای کوچک زندگی مهندسی” به قلم محمد معلمی مجموعه نوشتارهایی است که در آن سعي ميشود پارامترها و ملاك انتخاب اجزاي ماشين يا روشهاي انجام امور طراحي يا ساخت مورد بحث و بررسي و مقايسه قرار گيرد تا زمانی که مهندسان بر سر دو راهيهاي انتخاب روش قرار ميگيرند راهنمایی برای انتخاب داشته […]
01
ژانویه
ژانویه
سری مقالههای “تصمیمهای کوچک زندگی مهندسی” به قلم محمد معلمی مجموعه نوشتارهایی است که در آن سعي ميشود پارامترها و ملاك انتخاب اجزاي ماشين يا روشهاي انجام امور طراحي يا ساخت مورد بحث و بررسي و مقايسه قرار گيرد تا زمانی که مهندسان بر سر دو راهيهاي انتخاب روش قرار ميگيرند راهنمایی برای انتخاب داشته […]

01
ژانویه
ژانویه
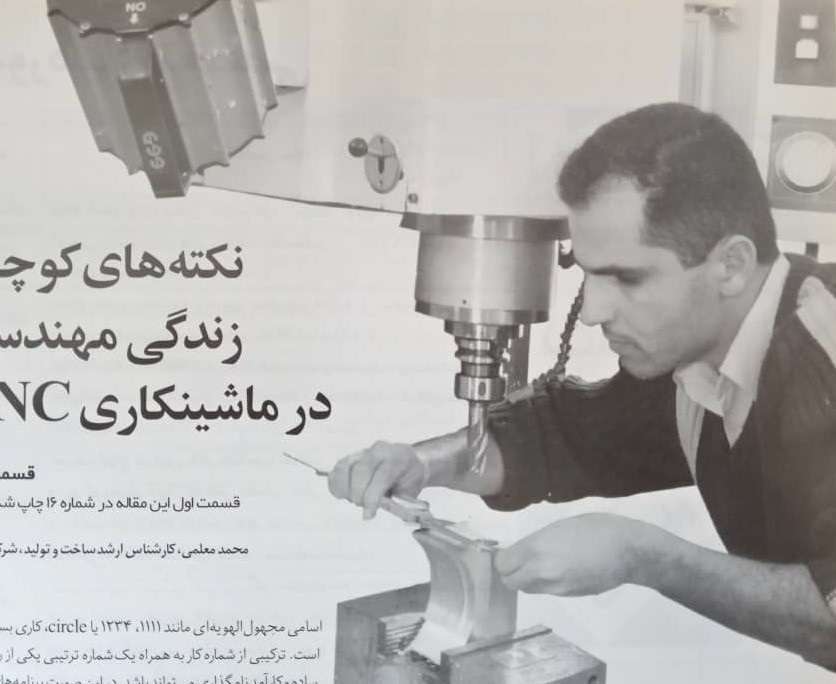
سری مقالههای “نکته های کوچک زندگی مهندسی” به قلم محمد معلمی مجموعه نوشتارهایی حاصل سالها تجربه ایشان در امور طراحی، مهندسی و مدیریت است. این نوشتار حاوی نظرات شخصی نویسنده بوده که میتواند توسط دیگران نقض یا نقد شود. این مقاله همچنین در مجلسه مهندسی ساخت تولید، شماره ۵۷ به چاپ رسیده است. بدانید […]

18
مارس
مارس
بسیاری از کارگاه ها دو هفته به تعطیلات نوروزی می روند. رعایت نکات کوچک ذیل می تواند از بروز مشکل ناشی از کار نکردن طولانی مدت با دستگاهها بکاهد: برق دستگاه ها را از تابلوی برق کارگاه قطع کنید. بسیاری از ماشینهای CNC دارای ترانس هستند که ممکن است برق آن با خاموش کردن کلید […]
12
مارس
مارس
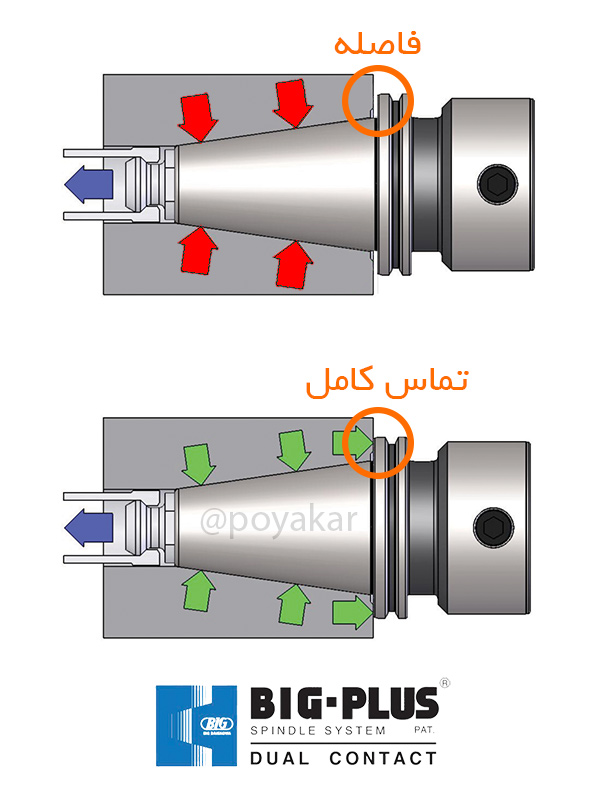
در ماشین های فرز سنتر CNC که دارای گلویی از نوع دو تماسی یا BBT هستند، اگر از ابزارهای با دنباله BBT استفاده میشود، دیگر نباید از ابزارهای با دنباله BT استفاده شود. استفاده همزمان از ابزارهای با دنباله BT و BBT روی ماشینهای با گلویی BBT، به مرور موجب آسیب رساندن به گلویی اسپیندل و باعث از دست رفتن دقت گلویی میگردد. گلویی های با زاویه مخروط […]

03
فوریه
فوریه
استفاده از ابزارهای استوک (کارکرده) مانند اینسرتهای ماشینکاری یا انگشتی های کاربایدی بنا به توجهیات اقتصادی در بین ماشینکاران کشور مرسوم بوده و به دلیل مشکلات اقتصادی حال حاضر رو به افزایش نیز هست. ولی آیا استفاده از این ابزارها همیشه توجیه اقتصادی دارد؟ و یا در اثر استفاده از آنها چه عیوبی حاصل میشود؟ […]

 English
English